|
Thema:  Abstechen an der Drehbank!Echt ätzend... Abstechen an der Drehbank!Echt ätzend... |
[ - Antworten - ] |
24.03.2016, 04:47 Uhr
  frido44 frido44
|
Moin Jörg,
komm doch einfach mal vorbei, das Problem hatte ich auch.
Wie der Michael das richtig erklärt hat, zu wenig,nicht kontinuierlicher Druck.
Wenn Du siehst,bei welcher Drehzahl und Zustellung ich das mache, bekommst Du ein besseres Gefühl für die Nummer.
Davon ausgehend, Deine Drehe hat Planvorschub.
Gruss
Frido
|
|

|
|
|
24.03.2016, 09:26 Uhr
SLT50-2
Der Dachsmaster

|
Hallo Jörg ,
Thema Abstechen: Die Grundvoraussetzungen wie Drehzahl ,Vorschub und Werkzeug auf Mitte ( niemals über MItte ) kennst Du bereits ,hier noch weitere Erklärungen:
Der Abstechstahl sollte vorne etwas schräg angeschlifen sein ,damit das Werkstück sauber abfällt und ( ist aber für den Abstechvorgang selber nicht so wichtig )
Hierbei zählt dann auch das ,was Michael ( Metallmaster ) bereits geschrieben hat wegen des seitlichen Schnittdruck´s ).
Wichtig ist .daß der Stechstahl nach hinten hin schmaler wird ,damit er nicht seitlich reibt und die Späne sauber abgeführt werden .
Kühlung auch sehr wichtig am besten wie schon geschrieben mit Schneidöl oder bei Alu evtl. mit Petrolium ( bei Alu bessere Kühlwirkung )
Und nun mit das Wichtigste beim Einstechen und Abstechen: Der Stechstahl muss beim Einstechen immer unter einem kontinuierlichen Druck gehalten werden ,das erreichst Du ,indem Du mit der einen Hand die Kurbel des Querschlittens betätigst für den Vorschub und mit der anderen Hand an der Kurbel dagegenhältst ,damit sich der Stahl aufgrund des Spindelspiels nicht in das Werkstück hineinziehen kann. Zwischendurch kurz absetzen um den Span zu brechen und wieder sauber einstechen.
Spindelspiel hat man an einer normalen Drehbank immer ,egal wie genau Sie eigestellt ist ,ausser ,Sie hat Kugelumlaufspindeln
Bevor hier Diskussionen aufkommen ,Ich habe Dreher gelernt und bereits vor der CNC Zeit im Akkord an Spitzendrehbänken gearbeitet . Und auch da lieber Chris haben wir es beriets geschafft ,unser Werkzeug auf Mitte einzustellen sogar nur optisch .
@ Reimund
auch Eure CNC Dreher werden das Werkzeug auf Mitte einstellen oder Sie bekommen es voreingestellt von einem Werkzeugvoreinsteller
frohe Ostergrüsse
Michael
--
nicht´s ist unmöglich,wenn man es nur will
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von SLT50-2 am 24.03.2016 09:29.
|
|
|
24.03.2016, 10:20 Uhr
rennkiste
|
quote:
Original von SLT50-2:
@ Reimund
auch Eure CNC Dreher werden das Werkzeug auf Mitte einstellen oder Sie bekommen es voreingestellt von einem Werkzeugvoreinsteller
--
nicht´s ist unmöglich,wenn man es nur will
Ich habe auch nix Anderes behauptet

--
Leopard 2A4 von Bauplanmaster im Bau
|
|
|
|
|
|
24.03.2016, 10:23 Uhr
rennkiste
|
quote:
Original von rennkiste:
Aaaaber dafür muß natürlich Einiges stimmen: Anschliff vom Meißel, Drehzahl uuuund ganz wichtig, der Vorschub ( nicht zu zarghaft) Kühlung und vor Allem Schmierung ist auch wichtig. Liegt aber am Material!!
--
Leopard 2A4 von Bauplanmaster im Bau
Hatte ich Alles in einem Satz schon beschrieben 
Gruß Reimund
--
Leopard 2A4 von Bauplanmaster im Bau
|
|
|
|
|
|
24.03.2016, 10:26 Uhr
essiturbo

|
Hi Frido!Ich werd mir Dein Angebot mal überlegen,so kann ich auch mal Deine Baustelle begutachten.
Ich glaube das ich wohl bezogen auf die Ratschläge den Meißel was tiefer setzen muß und mir eventuell nochmal ein Meißel besorgen sollte der sich auch nach hinten verjüngt.
Es ist ja jetzt nicht so das ich es noch nie gemacht hätte,wer mein Baubericht sieht habe ich meine ganzen Laufrollen,Buchsen ect auch eingestochen.Doch die Rollen waren aus sehr gut drehbaren Material und vor allem hatte ich ein Meißel verwendet den ich selbst geschliffen habe der auch von oben nach unten und vorn nach hinten verjüngt war.
Nu hatte ich einen nachstellbaren einstecher verwendet der nach hinten immer im Maß gleich bleibt.Ich denke ich werd mir mal einen Einstecher für die ersten Millimeter mit Schneidplatte besorgen und wenn es näher zum Kern geht dann den Nachstellbaren verwenden.
Ich krieg nur langsam nen Affen bzgl meines orig. Werkzeughalters.Überlege ob ich mir in diesem Jahr nicht noch ein Multifix oder wenigstens Schnellwechelhalter mit Schwalbenwanzklemmung zulege.Ich bin es soooo leid mit Plättchen immer wieder die Höheneinstellung vorzunehmen.
Nochmals an allen vielen Dank für die Tipps!!!
--
Gruß Jörg!!!
|
|
|
|
|
|
24.03.2016, 10:39 Uhr
SLT50-2
Der Dachsmaster
|
Hallo Reimund ,
sorry ,das hab ich wohl falsch verstanden ,ich hatte das auf das Einstellen auf Werkstückmitte bezogen ,war aber wohl auf das Einstellen unter Werkstückmitte gedacht .
Nochmal sorry ,Du hast natürlich Recht und ich bekomme hoffentlich ein halbes Jahr weniger 
Manchmal liesst man einfach zu schnell 
Was die Vorraussetzungen angeht ,habe ich ja auch geschrieben ,daß hier eigentich schon alles geschrieben ist aber wie man den kontinuierlichen Druck beim Vorschub erreicht ohne daß der Stahl sich hineinziehen kann , hat Ihm noch niemand geschrieben ,deshalb fett und unterstrichen .
Ich wünsche Dir eine frohe Ostern
Michael
--
nicht´s ist unmöglich,wenn man es nur will
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von SLT50-2 am 24.03.2016 10:44.
|
|
|
24.03.2016, 13:17 Uhr
Oldchap

|
quote:
Original von essiturbo:
.............................
Ich krieg nur langsam nen Affen bzgl meines orig. Werkzeughalters.Überlege ob ich mir in diesem Jahr nicht noch ein Multifix oder wenigstens Schnellwechelhalter mit Schwalbenwanzklemmung zulege.Ich bin es soooo leid mit Plättchen immer wieder die Höheneinstellung vorzunehmen.
Nochmals an allen vielen Dank für die Tipps!!!
--
Gruß Jörg!!!
Hallo Jörg,
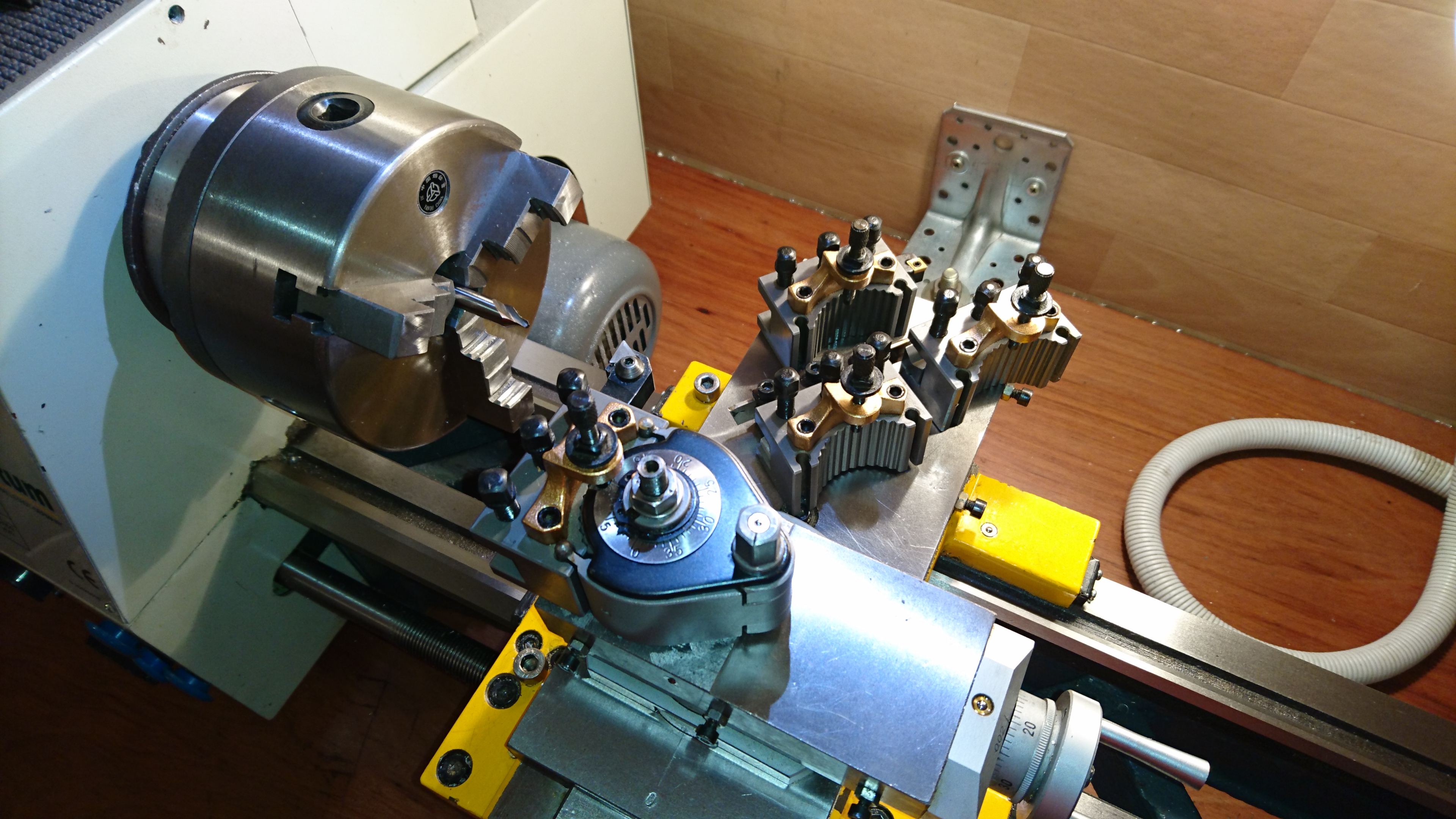
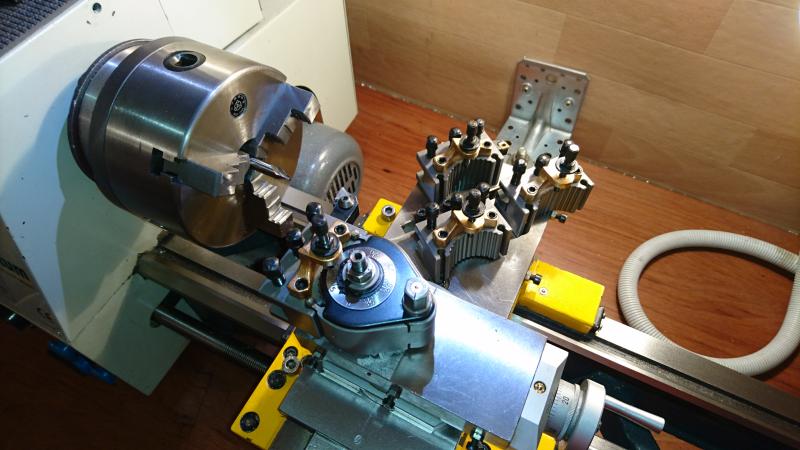
das mit dem einstellbaren Schnellwechselhalter kann man gar nicht genug unterstreichen, denn die Erleichterung ist groß und vor allem die Einstellung präzise und wiederholgenau! Auch meine alte Chinesenrumpel (übrigens keine Optimum!) hatte seinerzeit damit beachtlich hinzugewonnen. Man sieht hier gut, wie unterschiedlich hoch manche Drehstähle eingespannt werden müssen! Das wäre noch nicht mal mit Plättchen gegangen:


--
Viele Grüße
Gerhard
_________________________
Bigtanks-Köti 1:6, Hermann-Porsche-Köti 1:6, Bigtanks-Jati 1:6
|
|
|
|
|
|
24.03.2016, 13:51 Uhr
essiturbo
|
Ja,ich glaube ein Multifixnachbau wäre schon eine Investition wert.Oder noch besser,werd mal die Frau einen kleinen Wink geben was ich zum Geburtstag gebrauchen könnte auch wenn der erst im Nov ist. 
--
Gruß Jörg!!!
|
|
|
|
|
|
24.03.2016, 17:06 Uhr
 Morog Morog
|
Jo das mit dem Multifix kann ich so unterschreiben. Ich hab die Investition letztes Jahr gemacht und mir gleich noch 2 Halter dazu gegönnt. Viel schnelleres und entspannteres Arbeiten mit den Teilen, Hebel auf, Halter rein passt und weiter gehts. Schau mal bei Paulimot, das sind die Teile bezahlbar zu haben.
Edit: Hier der Direktlink: http://www.paulimot.de/rund-ums-drehen/schnellwechsel-stahlhalter/
Sascha
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von Morog am 24.03.2016 17:08.
|
|
|
24.03.2016, 18:43 Uhr
essiturbo
|
Ich hab auch schon nach dem passenden Multifix geschaut,Aa ist zu klein und A zu groß.
Paulimot ist mir schon bekannt und hab da auch schon sehr viel Geld gelassen.
Pewetools hat den richtigen für meine Quantum 250x550. Das ist AS und gibt es nur bei denen da die sich auf sowas spezialisiert haben.Der Preis dort ist auch ok.
Die sind in der Bucht zu kaufen.
Und bei Youtube kann man ein Video von denen sehen wie man am besten die geeignete Größe heraus findet.
--
Gruß Jörg!!!
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von essiturbo am 24.03.2016 19:13.
|
|
|
25.03.2016, 15:25 Uhr
PAPA_MUERTE
|
Ich hab vor 2 Tagen erst Post von PeWeTools bekommen.
Nur brauch ich für meine Drehe einen Halter der Größe A, noch besser wäre E, die sind aber bis Mitte des Jahres ausverkauft.
Wenn du Herrn Wendlandt direkt per Mail anschreibst ist der Preis noch nen 10er weniger.
--
MfG
Jan
|
|
|
|
|
|
25.03.2016, 18:30 Uhr
essiturbo
|
Hallo Chris!
Das ist der Link:
http://www.youtube.com/watch?v=UO2s1RI14WM
Wichtig sind eben die Breite des Querschlittens,Höhe Oberfläche Querschlitten bis Mitte Backenfutter und natürlich die Leistung der Maschine.Zudem können die wohl auch noch Anpassungen vornehmen weil ja viele Maschinen unterschiedliche Schlittenaufnahmen haben.
--
Gruß Jörg!!!
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von essiturbo am 25.03.2016 18:39.
|
|
|
11.12.2016, 16:35 Uhr
essiturbo
|
Endlich hat die Plättchenpest unterlegen ein Ende!
--
Gruß Jörg!!!
|
|
|
|
|
|