|
Thema:  Wieder mal ein Panther 1:6 Eigenbau Wieder mal ein Panther 1:6 Eigenbau |
[ - Antworten - ] |
08.12.2012, 06:14 Uhr
  menix menix
|
Hab immer noch kein Musterglied
Bin grad dabei selber eins zu machen.
Daraus dann eine Negativform und dann giessen.
Ich glaube das ist nicht so aufwendig wie jedes Glied einzeln zu fräsen.
|
|

|
|
|
16.10.2013, 11:25 Uhr
menix
|
Sooo
Es ist im Moment nicht viel vorangegangen fast keine Zeit
Aber jetzt kommt der Winter
Es geht weiter mit Ketten Giessen.
Hab mir jetzt ein Urmodell erstellt und die erste Hälfte in Silikon abebildet.
Da mein Sililikon WM 900 alle ist hoffe ich das heute oder morgen die nächste Lieferung von Weisssmetall kommt.
Zum giessen hab ich mir überlegt das ganze im Vakuumguss zu machen.
Zur Verwendung kommt Titanzink als Kettenmaterial da hab ich genug Abfälle von der Spenglerei.
Ich halte euch auf den Laufenden..
|
|
|
|
|
|
16.10.2013, 11:48 Uhr
Oldchap

|
Hmmm, Zink gießen in 500°-Silikonformen? Ist das nicht etwas knapp? Bei anderem Formenmaterial wird das doch eher mit 700° und mehr verarbeitet, damit es auch wirklich bis in die Ecken läuft, bevor es zu erstarren anfängt, oder?
--
Viele Grüße
Gerhard
_________________________
Tamiya-Leo 1:16, Bigtanks-Köti 1:6, Hermann-Porsche-Köti 1:6
|
|
|
|
|
|
16.10.2013, 16:03 Uhr
menix
|
Hallo Gerhard
Zink schmilzt bei ca. 420 Grad
WM 900 ist ausdrücklich auch für Zink zugelassen (lt. Weissmetall)
Es haben schon viele damit ihre Kettenglieder gegossen , allerdings war das grösste das ich im Web gefunden habe 1:10
Meins ist ja 1:6
Habe vor die Glieder mit Vakuum zu giessen.
An die Form ein Übergang auf Schlauch (Silikon WM 900) und dann irgendwie mit einer kleinen Vakuumpumpe
Unterdruck erzeugen und von oben eingiessen.
So hab ich mir das gedacht.
Wenn das nicht geht versuche ich Schleuderguss.
Ich weiss nicht ob schon jemand mit Titanzink Ketten gegossen hat, denke aber das es auf jeden Fall härter als normales Zink ist.
Gruss
Reiner
|
|
|
|
|
|
17.10.2013, 01:57 Uhr
Oldchap
|
Hallo Reiner,
den Schmelzpunkt von Titanzink kenne ich nicht. Zink siedet bei 907 °C; bis dahin ist also ab dem Schmelzpunkt noch ein recht weiter Weg. Man kann und sollte daher deutlich über den Schmelzpunkt gehen (gerne um 100 K oder mehr), damit das Zeug auch in der letzten Ecke noch flüssig ankommt, wenn, ja wenn die Form das aushält......
Aber auch profi-gegossene Zink- bzw. Zamak-Glieder stoßen bei schweren Modellen ab und zu an ihre Grenzen, wenn der Hersteller sich in zu großem Vertrauen an die originalen Maße hält. Manche Armortek-Besitzer klagen z.B. über ausreißende Augen der Kettenglieder, weil man die Abmessungen der originalen Stahlkette 1:1 aufs Modell übertragen hat. Hätte man hier die auch beim Modell stählernen Bolzen maßstabswidrig im Durchmesser etwas verkleinert, würden die immer noch locker halten und man hätte das "Fleisch" an den Augen gewonnen, das dort nötig bzw. hilfreich wäre.
--
Viele Grüße
Gerhard
_________________________
Tamiya-Leo 1:16, Bigtanks-Köti 1:6, Hermann-Porsche-Köti 1:6
|
|
|
|
|
|
17.10.2013, 05:39 Uhr
menix
|
Die Überlegung mit den Stahlbolzen hatte ich auch schon.
Aber ich wollte ziemlich ans Original ran.
Habe 4mm Edelstahlbolzen.
Ich denke ich werde mal einige Glieder giessen , zusammenhängen und dann nen Zugtest durchfürhen.
Sollten sie reissen kann ich immer noch auf 3mm ausweichen und die Form anpassen.
Das ist ja das gute an Silikon. Das man leicht ausbessern kann.
Der Schmelzpunkt Titanzink ist 419,5 Grad Die Form soll 500 Grad aushalten.
ALso kann ich auf 500 erhitzen denke ich.
Wir werden sehen.
Silikon Lieferung ist immer noch nicht da. Ich möchte endlich giessen 
|
|
|
|
|
|
17.10.2013, 13:35 Uhr
Oldchap
|
Ich bin schon gespannt, welche Erfahrungen Du damit machst. Angeblich gibt es übigens Hochtemperatur-Silikon, das kurzzeitig deutlich höher als mit 500 °C belastet werden darf. Ich hatte da mal was von 1.100 °C gelesen, kenne mich da allerdings zu wenig aus, um das bewerten zu können.
--
Viele Grüße
Gerhard
_________________________
Tamiya-Leo 1:16, Bigtanks-Köti 1:6, Hermann-Porsche-Köti 1:6
|
|
|
|
|
|
20.10.2013, 11:30 Uhr
menix
|
Habe gestern bei Weissmetall angerufen
Lieferant hat Schwierigkeiten
Silikon kommt erst frühestens Ende nächster Woche.
Wenn jemand noch ne andre Bezugsquelle weiss oder Silikon das noch mehr Hitze aushält, immer her damit.
Gruss
Reiner
|
|
|
|
|
|
01.12.2013, 07:25 Uhr
menix
|
Soo
Silikon ist endlich gekommen.
Erste Versuche mit zinn sahen erstmal ganz gut aus.
Dann mit Titanzink noch viel besser.
Allerdings hab ich ein Problem die Edelstahlbolzen aus dem Kettenglied rauszubringen.
Bei Zinn ging das ganz gut und leicht, aber bei Zink hab ich keine Chance.
Hab schon probiert die Bolzen mit Graphitspray einzusprühen, geht aber auch nicht raus.
Hat jemand nen Tip??
|
|
|
|
|
|
01.12.2013, 07:32 Uhr
menix
|
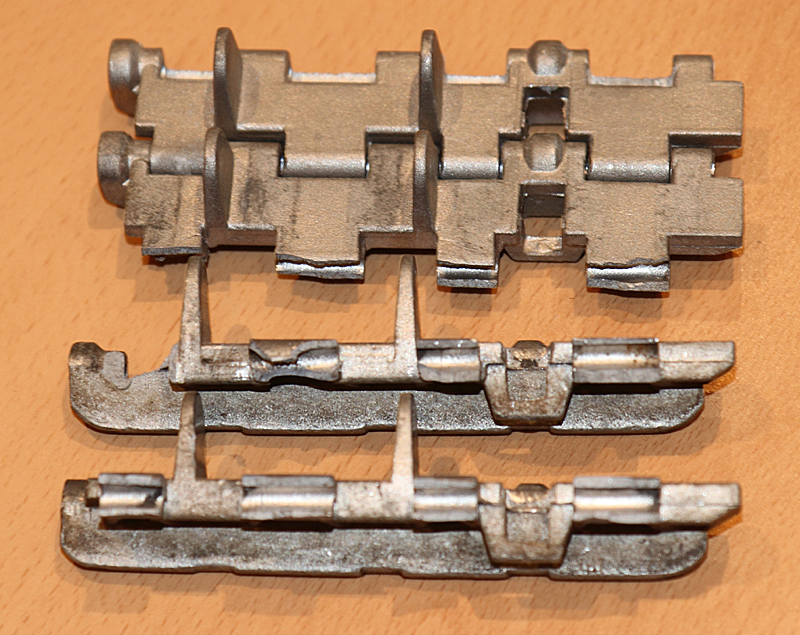
Sorry hab die Bilder vergessen
ganz oben Holz Urmodell
2. Zinn
3 und 4 Zink

|
|
|
|
|
|
01.12.2013, 11:06 Uhr
stahlpanther
|
Hallo Reiner,
wenn Du die Kettenglieder in Zink gießt ist die Schrumpfung so hoch, das Du die Bolzen im Guten nicht raus bekommen wirst, als Aternative kannst Du auch Messingrohre 4 x 0.5 einlegen, mußt dann allerdings 3mm Edelstahlbolzen nehmen, welche von der Haltbarkeit völlig ausreichend sind.
Wenn Du die Antriebsmotore mit 36 Volt betreibst, werden sie sich recht schnell in Rauch auflösen.
Die Leitradachse würde ich mindestens genauso stark auslegen, wie die Antriebsachse, die Laufradachsen sind so Ok.
Gruß stahlpanther
http://www.stahlpanther.de
|
|
|
|
|
|
01.12.2013, 16:01 Uhr
menix
|
Danke für den Tip Stahlpanther
habe grad 20m Messingröhrschen 4mm x 0,4 geordert und 20m Edelstahl Rundstab 3mm
Denke damit habe ich etwas Spiel für die Verbindung.
Damit die Bolzen später halten hab ich gedacht ich körne sie an jedem Ende an damit sie nicht rausrutschen.
|
|
|
|
|
|

