04.08.2011, 00:03 Uhr
  chris_at chris_at
[Moderator]

|
Hi,
sry ist kein Privatkrieg, war eine reine Diskussion.
Wenn das falsch verstanden wurde, kann ich das nicht nachvollziehen.
Meine PN- Hinweise im Vorfeld bzgl. Deiner Probleme hast vielleicht vergessen.
Ich arbeite schlicht seit 20 Jahren in einer Alu- Gießerei, das ist alles;
Aber ok, lassen wir Google entscheiden.
So long, ich bin raus...
--
Gruss
Chris
aktualisierte HP!
www.Kanonenjagdpanzer.com
|
|

|
|
|
04.08.2011, 08:28 Uhr
Bilko
|
Oh mann, da ist aber jetzt einer beleidigt. Das sollte keine Kritik von mir sein, war lediglich ein Vorschlag, aber jeder so wie er meint, vielen Dank für Deine Hilfe bis hierher, machs gut.
Gruß Christian
|
|
|
|
|
|
05.08.2011, 21:30 Uhr
Bilko
|
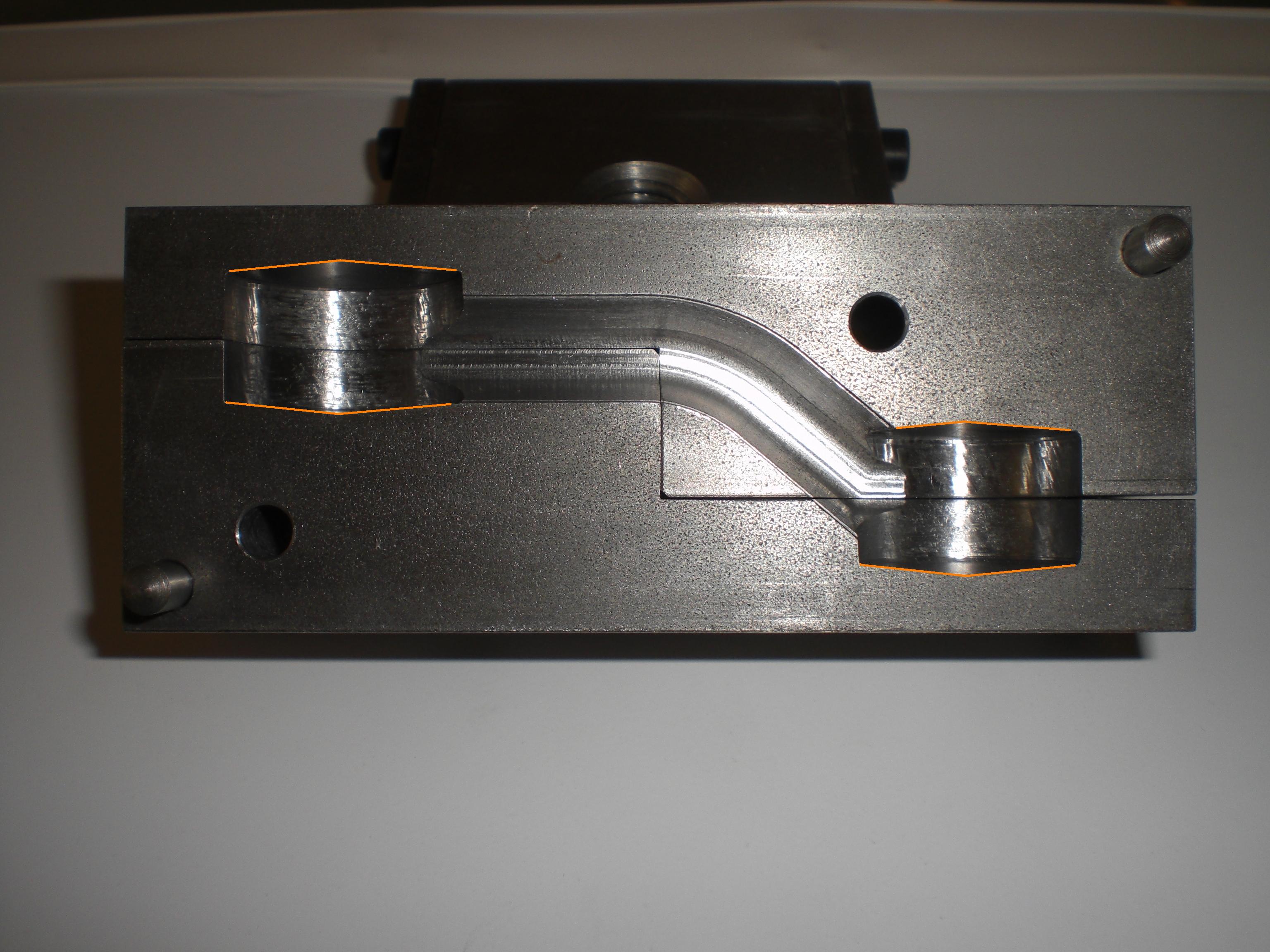
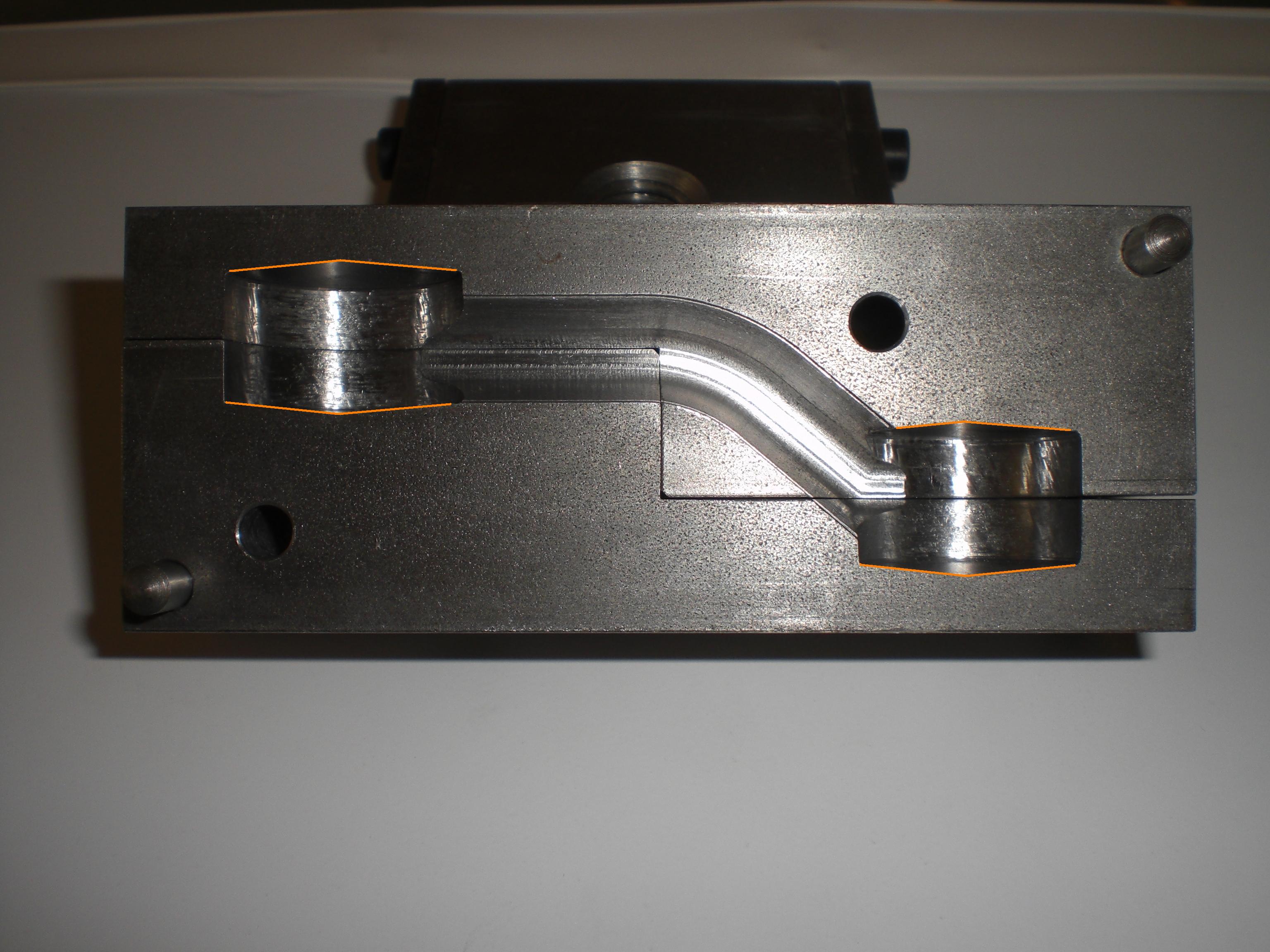
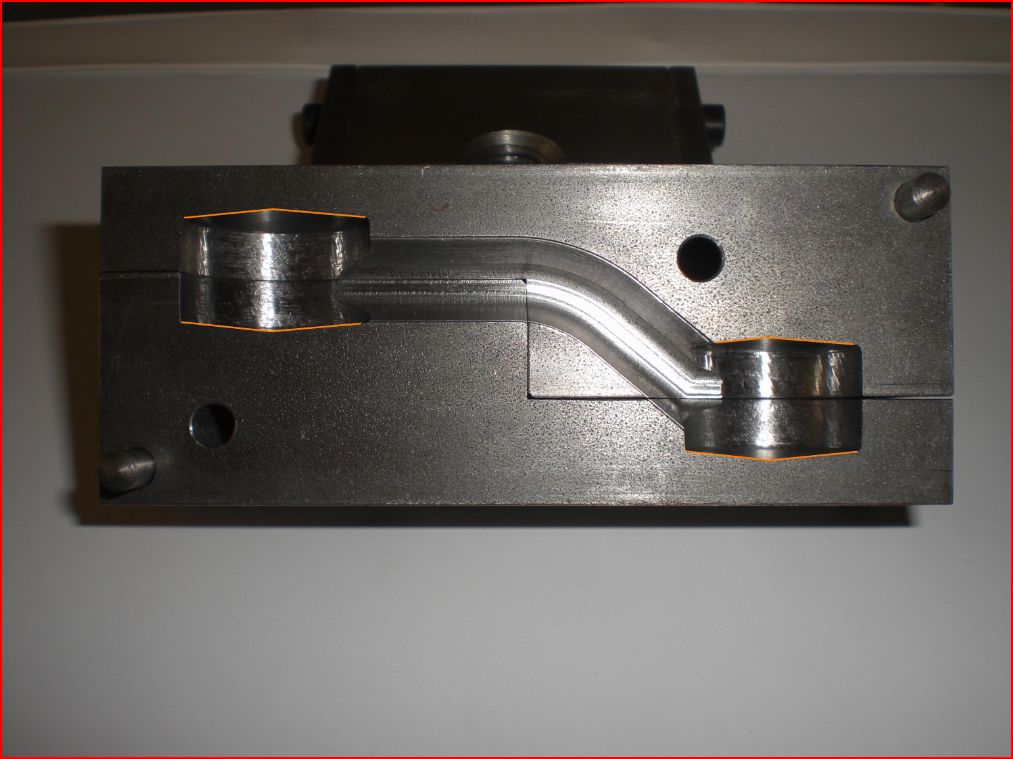
So nun wollte ich Euch mal die Form in Natura präsentieren, da ich aber ein miserabler Fotograf bin hoffe ich das man noch genug erkennen kann um die Details zu sehen. Die Formschrägen die ich nachträglich angebracht habe, habe ich mal Orange gekennzeichnet. Zusätzlich wird die Form mit einem Trennmittel behandelt. Dabei handelt es sich um das Isolat UP 78 von tribo-chemie. Dazu noch eine kleine Anmerkung, wenn sich jemand damit auskennt, könnte er mir vielleicht weiterhelfen. Ich habe zwar mit dem Techniker von Tribo-Chemie gesprochen, aber ehrlich gesagt habe ich seine Anweisungen schon fast wieder vergessen. Ich weiß nur noch das ich das Isolat UP 78 auf die warme Form bei ca. 160 ° Grad auftragen soll, dazu kommt dann noch das Isolat KA 4, mit dem ich nicht mehr weiß was ich machen soll. Aber das nur am Rande. Die Form hat wie gesagt zwei Schnellverschlüsse die ich mittels einer M16 Schraube abdrücken kann um sie schnell entfernen zu können. Eigentlich besteht die Form aus vier Teilen, das aber nur um die Kontur fräsen zu können, zum Entformen werden nur zwei Hälften auseinander genommen. Da bin ich noch am überlegen ob ich die beiden Passstifte entfernen soll, da sie eigentlich überflüssig sind da ich ja die Schnellspannvorrichtung habe. Die Passstifte sind auf der einen Seite eingepresst, auf der anderen habe ich die Bohrungen ca. ein Zehntel mm größer gebohrt. Allerdings vermute ich das sie sich in der warmen Form verspannen werden, aber das teste ich morgen erstmal im trockendurchlauf. So und zu guter letzt noch das Foto.
Gruß Christian
|
|
|
|
|
|
07.08.2011, 15:30 Uhr
Bilko
|
So heute habe ich mal einen Gußversuch mit der neuen Form und dem Trennmittel UP 78 gemacht, allerdings nur bei 780 ° Grad statt 800 ° Grad. Das Gußteil ist an der gleichen Stelle gerissen. Zudem habe ich eine schlechtere Gussoberfläche erhalten, da gehe ich mal davon aus das das mit der niedrigen Temperatur zu tun hat. Könnte das Reißen des Gußteils mit dem Propfen am Einguss zu tun haben. Formschrägen habe ich ja meines erachtens überall gesetzt.
Gruß Christian

|
|
|
|
|
|
07.08.2011, 16:08 Uhr
halbkette

|
Hallo Christian,
ich war gerade dabei, dir einen Hinweis zu den Veränderungen der Form zu geben, da kam dein neuer Bericht schon.
Ich bin gar nicht erstaunt, dass der Schwingenkopf am geraden Teil wieder abgerissen ist, denn leider hast du die Ursache dafür nicht verändert. Das ist jetzt kein Vorwurf, denn ich sehe rein in der Formgebung auch keine Möglichkeit, das Reißen zu verhindern.
Die eigentliche Ursache - soweit das noch nicht richtig verstanden wurde - ist der "stramme Sitz" der runden Schwingenköpfe in der Form. Allein schon durch deren Formgebung können sie dem Schrumpfen und Zusammenziehen beim Abkühlen niemals nachgeben. Sie stecken unverrückbar fest in der Form, während sich der Abstand zwischen ihnen zusammenzieht.
Das muß(!) einfach immer reißen - zumindest bei dieser Art Werkstück, mit dieser "Knochen-Form".
Weil ich das vorher schon erkannt habe, ging mein Rat hin zur "frühzeitigen Entformung". Nur auf diese Weise ist es dem Gußteil möglich, sich ungehindert zusammen zu ziehen. Ob das andere Nachteile hat, müssen dann die Versuche zeigen.
Das Problem bleibt also noch bestehen und ist m.E. durch Formgebung nicht zu lösen - ( andernfalls hätte man am Ende ein anders geformtes Werkstück ).
Versuche doch bitte mal, diesen Vorschlag in die Tat umzusetzen - mal sehen, was dabei herauskommt.
Sicherlich mußt du dazu verschiedene Handgriffe etwas üben und auch "die rückwärtige Formhälfte" zum leichteren/schnelleren Öffnen irgendwie festsetzen. ( Vielleicht einen Knaggen dranschweißen und ab in den Schraubstock damit... ) Denke auch bitte an ein Blech im Arbeitsbereich, auf dem du das Werkstück ohne Gefahr abkühlen lassen kannst.
Viel Geduld und viel Erfolg dabei. Ich drücke die Daumen. 
P.S.:
Dieses Problem hast du natürlich nur bei einer Kokille. Wenn gar nichts hilft, kannst du immer noch auf Sandguß-Formen zurückgreifen - da gibt es dieses Problem gewiß nicht.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von halbkette am 07.08.2011 16:13.
|
|
|
07.08.2011, 20:25 Uhr
Bilko
|
Hallo Hartmut, vorab ich sehe keinerlei Tipps als Vorwurf an sondern nur als Hilfe, dafür schon mal vielen Dank im voraus. So nun zu Deinem Rat, das habe ich mir auch schon gedacht, allerdings hatte ich noch die größere Sorge das der, ich will mal sagen, nicht gerade zimperliche Umgang mit der Form nach dam Guß daran Schuld sein könnte. Aber gut dann werde ich den Schnellverschluss weiter verbessern müssen. Aber könntest Du mir mal eine ungefähre Angabe in Sekunden oder Minuten geben in der ich das Teil mindestens ausgeformt haben muß? Und falls alles nicht klappt werde ich mich doch mal mit dem Sandguss beschäftigen müssen.
Gruß Christian
|
|
|
|
|
|
07.08.2011, 20:51 Uhr
saurer-m8
Forumstroll (Bitte nicht füttern! )

|
Moin,
beim Guss in eine Kokille sollte die selbige auch mit vorgewärmt werden.
--
Gruß Roman
Czterej pancerni i pies
(Vier Panzersoldaten und 1 Hund)
|
|
|
|
|
|
07.08.2011, 21:24 Uhr
Bilko
|
Hallo Roman,
die Form wärme ich ebenfalls vor, auf ca. 200 ° Grad
Gruß Christian
|
|
|
|
|
|
08.08.2011, 01:01 Uhr
 Jim Jim
|
du hast zwar formschrägen eingebracht aber eine kante vergessen , nämlich die an der dir das teil immer reißt . ausserdem wirste nicht viel freude haben mit deinen teilen da deine gussoberfläche auf massive innenporosität hindeutet. versuch mal etwas mit der eingussgeschwindigkeit zu spielen evtl krigste da mehr lufteinschlüsse weg und das teil reißt dann evtl auch nimmer
--
Si vis pacem parabellum
|
|
|
|
|
|
08.08.2011, 08:48 Uhr
Bilko
|
Hi Jim, schneller oder langsamer eingießen?
Gruß Christian
|
|
|
|
|
|
08.08.2011, 13:08 Uhr
Jim
|
also ich würd erstmal langsamer eingießen damit die luft zeit hat zum entweichen . wenn du langsamer eingießt bildet sich schon eine dünne gusshaut an der aussenkontur. wie gesagt das musste selber rausfinden was da besser funktioniert. aber die kante neben der bruchstelle würde ich abschrägen damit die scherkräfte sich reduzieren an der stelle
--
Si vis pacem parabellum
|
|
|
|
|
|
08.08.2011, 16:04 Uhr
halbkette
|
Hallo Christian,
ich würde dir ja gerne eine Zeitangabe machen, wenn ich eine hätte... will sagen: du mußt das ausprobieren, um irgendwie die für dich mögliche "kürzeste Zeit" herauszufinden. Ich kann nur empfehlen, in die Nähe von "kleiner als 15 Sekunden" zu kommen - als Anhaltspunkt. Deshalb habe ich diesen Zeitraum vorher schon mal als "unmittelbar nach dem Gießen" tituliert. Das ist natürlich sehr eng gesetzt, wenn du umständlich eine Form öffnen mußt. Also arbeite mal etwas an der Schnellverschluß-Technik - vielleicht das Öffnen dann mit einem "Keil in die Trennfuge der Formteile schlagen"...
Auf jeden Fall braucht das Gußteil sehr schnell Bewegungsfreiheit, bevor der flüssige Kern ebenfalls kristallisiert ist und alles zusammenzieht. Meine Beobachtungen beziehen sich auf Prüfstück-Abgüsse in einer Gießerei, bei der die Kokille zwei bis drei (!) Sekunden nach dem Guß mit einem Meißel geöffnet wurde, weil das Gußstück eben augenblicklich an der Wand der Kokille abkühlt - bei Sandguß dauert das dagegen schon bedeutend länger.
In deinem speziellen Fall soll das Teil ja auch nur so schnell wie irgend möglich ausgeformt werden, damit es sich "im Werden" ungehindert bewegen ( schrumpfen ) kann. Wir wollen ja hier nicht so viel wie möglich produzieren.
Die fragliche Zeit kannst du also so kurz wie machbar ansetzen - wo da die Grenzen für dich liegen, werden die Versuche zeigen.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
|
|
|
|