24.07.2011, 20:40 Uhr
  Bilko Bilko
|
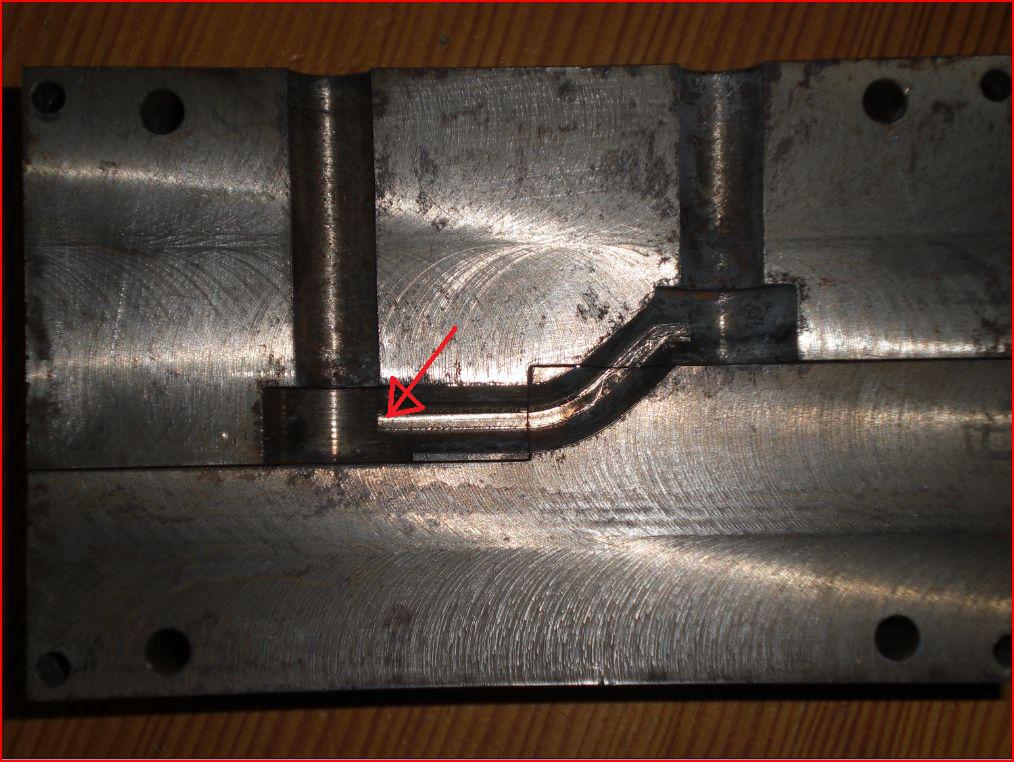
So ich habe noch mal etwas experimentiert, also wenn man Alu bei 800 °C gießt dann klappt das auch, ich habe eine sehr schöne Abformung der Details erhalten. Allerdings habe ich noch ein weiteres Problem, ich habe nämlich immer an derselben Stelle einen Bruch. Nun stelle ich mir die Frage ob es am gießen selber oder an der Form liegt. Auf den folgenden Fotos kann man das etwas genauer erkennen.
Also erst mal das gebrochene aber schön abgeformte Federbein.

|
|

|
|
|
24.07.2011, 20:45 Uhr
Bilko
|
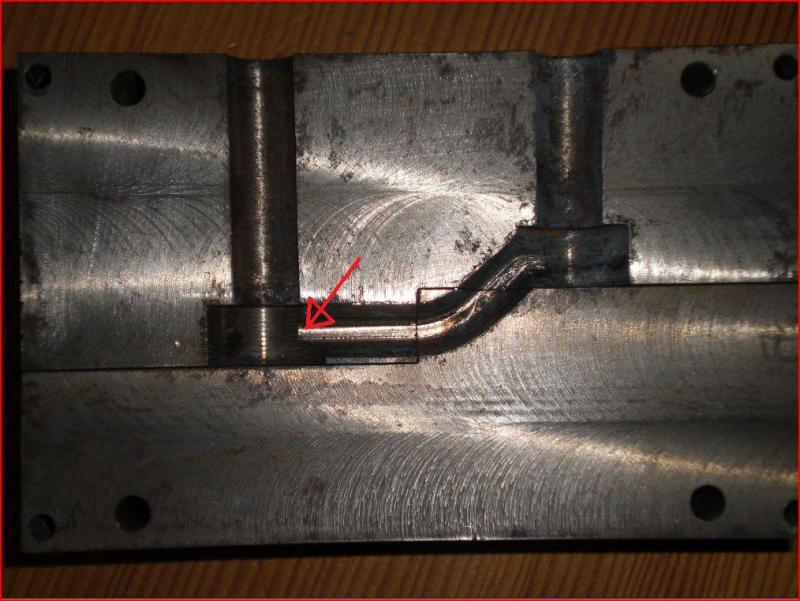
So und nun die Form, ich habe mal die Stelle an der das Federbein ständig bricht makiert.
|
|
|
|
|
|
24.07.2011, 20:55 Uhr
cde_Evil-Homer
|
Nabend,
Nun, das dürfte daran liegt das das Alu beim abkühlen schrumpft....
Und wenn das der Fall ist reisst es da in der Form auseinander.
Grüße
Michael
--
http://forum.modelltechnik24.de
|
|
|
|
|
|
24.07.2011, 23:52 Uhr
Jim
|
moin ,
michael hat recht , das kommt vom auskühlen . entweder schneller entformen ,form etwas ausarbeiten oder an der stelle stärker erwärmen .
aber mal ne andere frage ...
sieht ein schwingarm nicht aus wie ein Z ? bei deinem gehen ja beide wellen in die gleiche richtung oder hab ich da nun nen denkfehler ?
gruß jim
--
Si vis pacem parabellum
|
|
|
|
|
|
25.07.2011, 08:52 Uhr
Bilko
|
Hi Jim, nein das sind nur die Angüsse, die kommen eh wieder weg, hatte ich jetzt bei den Probegüssen nur nicht gemacht. Hm, wie könnte ich das hinbekommen, da muß ich mir mal was überlegen, wegen dem Reißen meine ich jetzt.
Gruß Christian
|
|
|
|
|
|
25.07.2011, 11:23 Uhr
Jim
|
mach da doch ne formschräge dran mit 1° und wenns dann nicht klappt musste den anschnitt bissl vergrößern ... is halt dann nacharbeiten angesagt
--
Si vis pacem parabellum
|
|
|
|
|
|
25.07.2011, 12:03 Uhr
Bilko
|
Danke schon mal im voraus für Eure Hilfen, aber noch mal zu Dir Jim, Formschräge von 1°, wo genau hin?
Gruß Christian
|
|
|
|
|
|
25.07.2011, 15:29 Uhr
halbkette

|
Hallo Christian,
ich kann mir vorstellen, dass du das Reißen verhinderst, wenn du - wie in der Industrie üblich - die Kokille augenblicklich nach dem Guß öffnest. Dann kann der Guß sich zusammenziehen ohne zu reißen. Das Teil ist dann ( durch die Abkühlung in der Stahlform ) schon außen fest genug dafür, hat sich aber noch nicht zusammen gezogen.
In deinem Fall verhindern die beiden dicken, runden Endstücke des Modells eine Längenänderung während der Abkühlphase, weil sie sich in der Kokille ( in Längsrichtung ) "verhaken".
Ich hoffe, dass du meine Beschreibung verstehen kannst...probiere das doch einfach mal aus.
Viel Erfolg dabei. 
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
|
|
|
|
25.07.2011, 17:37 Uhr
Bilko
|
Hi, ok das werde ich mal machen, aber über welchen Zeitraum sprechen wir denn hier, ich muß die Form erst noch aufschrauben, was bei einer heißen Form durchaus ein paar Minuten also so ca. 2 min dauern kann. Ist das dann eventuell schon zuviel Zeit für ausformen? Sonst mach ich einen Schnellverschluss, sollte auch kein Problem darstellen.
Gruß Christian
|
|
|
|
|
|
25.07.2011, 19:15 Uhr
chris_at
[Moderator]

|
quote:
ich kann mir vorstellen, dass du das Reißen verhinderst, wenn du - wie in der Industrie üblich - die Kokille augenblicklich nach dem Guß öffnest.
Sry falsch,
bei Gießtemp. von Alu (>760°) wird in der Industrie je nach Anwendung im Bereich von ca. 280-320°C geöfffnet, im breiigen Zustand öffnet jeder nur einmal ein Werkzeug..
Die Temperaturen sind natürlich Legierungs- und Anwendungsabhängig..
--
Gruss
Chris
aktualisierte HP!
www.Kanonenjagdpanzer.com
|
|
|
|
|
|
25.07.2011, 19:18 Uhr
chris_at
[Moderator]
|
2 Min ist (ohne den Wärmehaushalt des Werkzeugs zu kennen) für das kleine Teil deutlich zu lange.
Du bist dann auf das Werkzeug aufgeschrumpft, da die Wzg.- Geometrie keine ausreichenden Ausbauschrägen aufweist .
--
Gruss
Chris
aktualisierte HP!
www.Kanonenjagdpanzer.com
|
|
|
|
|
|
26.07.2011, 12:47 Uhr
halbkette
|
Hallo Christian,
wenn es so ist, möchte ich doch einmal etwas deutlicher werden:
Ich meine trotzdem, dass gerade eine Stahlform ( Kokille ) bekannterweise die Eingußmasse sofort ( innerhalb von Sekunden ) an der äußeren Schicht des Gußteils zu einer Art dickerer "Haut" abkühlt. Allerdings sollte die Kokille dazu nicht über ca. 200 Grad vorgeheizt sein ( die Gußmasse heizt auf ).
Das Innere des erzeugten Gußteils ist dann zwar noch flüssig, kann aber nirgendwo(!) austreten.
Also: keine Gefahr nach einigen Sekunden. Du kannst dann ganz beruhigt, aber vorsichtig, die Form öffnen.
Das wiederum sollte etwa spätestens nach etwa 30 Sekunden ( abhängig von der Gußmenge ) geschehen, sonst ist alles schon auskristallisiert und entsprechend geschrumpft. Dagegen sind deine zwei Minuten natürlich deutlich zu lange - da ist dann schon alles gelaufen, was die Schrumpfung betrifft...
Bitte vorher die größeren Massen in Einguß und Steiger beachten - sie dürfen natürlich nicht mehr flüssig sein.
Auch sollte verständlich sein, dass das Gußteil beim frühzeitigen Ausformen noch empfindlich heiß und weich ist. Deshalb Belastungen ( z.B. Abtrennen v. Anguß ) also bitte erst nach endgültigem Durchkühlen vornehmen.
Damit mußt du wohl auch erst Erfahrungen sammeln, dann klappt das schon so. Ein Schnellverschluß wäre also eine echte Hilfe.
Viel Erfolg und immer Vorsicht walten lassen.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
|
|
|
|
26.07.2011, 18:57 Uhr
chris_at
[Moderator]
|
Hallo,
die Bildung einer äußeren Gußhaut ist zwar gedanklich richtig, dennoch wird das in der Gießtechnik zu keiner Zeit mit dem Öffnungspunkt des Werkzeuges in Verbindung gesetzt.
Das Abkühlverhalten sieht man am deutlichsten an Abkühlkurven, die messtechnisch mit Thermoelementen oder alternativ mit Wärmebildkameras erfasst werden können.
Wenn Du wie beschrieben darauf baust sehr früh zu öffnen besteht die Gefahr, dass durch die einseitige, zu schnelle Abkühlung die wichtige Nachspeißung durch den Speißer deutlich einschränkst und entsprechende Porositäten am Produkt die Folge wären. Geometrische Veränderungen durch den nicht ausgehärten Zustand sind ebenso ein Punkt, wenn auch an dem Produkt "Schwinge" nicht priorisiert zu behandeln. Im Temperaturbereich um die 525° besteht bei Alu schon die Gefahr der Verformung bei mech. Belastungen.
Auch würde ich die anvisierten max. 200° der Wzg.- Aufheizung keinesfalls unterschreiben. In der Industrie wird im Aluguss (ohne Unterscheidung Schwerkraft zu Druckguss) nicht unter 300° Wzg. Temperatur das Giessen gestartet. Rein als allgemeine Information. Natürlich sind diese Parameter wiederum abhängig von Form- und Wzg.- Masse.
Ohne Temperaturen - Wärmehaushalte, Kühlsituationen etc. zu kennen ist es sicherlich nicht möglich, Öffnungszeiten abzuschätzen. Letztlich geht das in diesem Falle nur über das probieren, stetig die Zeit zu reduzieren.
Und der Schnellverschluss ist ein "muss", würde ich auch unbedingt integrieren.
--
Gruss
Chris
aktualisierte HP!
www.Kanonenjagdpanzer.com
|
|
| Beitrag 2 mal editiert. Zuletzt editiert von chris_at am 27.07.2011 21:35.
|
|
|
26.07.2011, 21:00 Uhr
Bilko
|
Hallo allerseits, ich werde am Wochenende die neue verbesserte Form fertig haben, so Gott will. Ich hoffe ich kann Euch dann nächste Woche neue Ergebnisse präsentieren, und vielen Dank noch mal für all Eure Tipps.
Gruß Christian
|
|
|
|
|
|
03.08.2011, 23:00 Uhr
Bilko
|
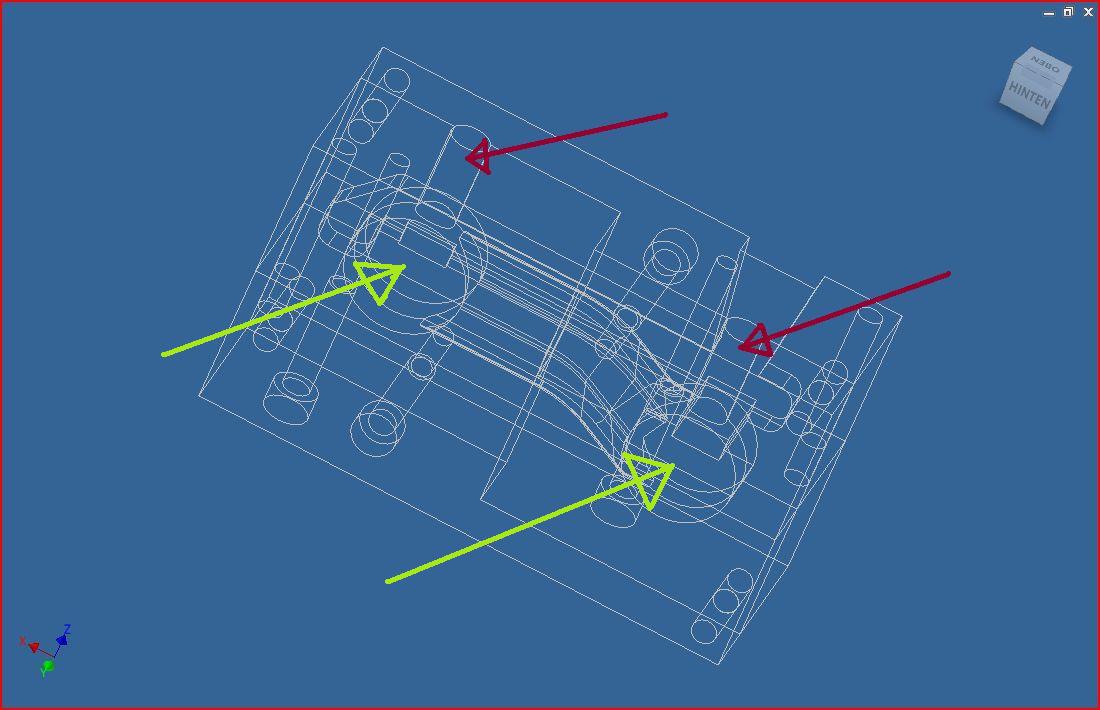
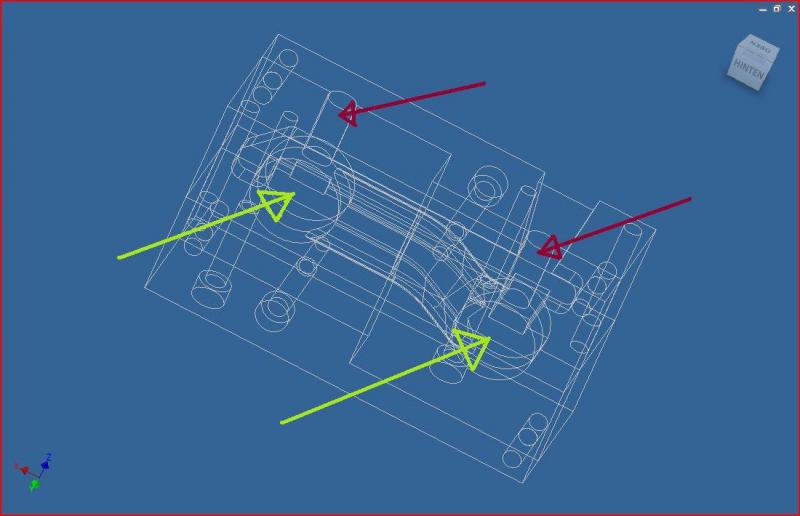
So, ich bräuchte mal wieder nen Tipp. Wo setze ich am besten den Einguß hin, da wo ich es geplant habe (siehe rote Pfeile), oder besser da wo sie an der alten Form auch schon saßen (siehe grüne Pfeile). Die alte Version hat den Vorteil ich kann sie leicht entfernen, da sie auf einer geraden Fläche sind, naja nicht mehr ganz gerade, ich habe den Tipp von Jim beherzigt und die runden Achsaufnahmen mit einer 5 ° Grad Formschräge versehen um das Bauteil dadurch hoffentlich besser entformen zu können. Oder besser in der neuen Variante wo sie seitlich sitzen, dadurch aber schlechter zu entfernen sind. Bei Variante 1 fließt das Material entweder von unten nach oben in die Form oder von oben nach unten, je nachdem wo ich es einfülle. Bei Variante 2 bleibt das Material auf gleicher höhe und es kommt so zuweniger verwirbelungen, glaube ich zumindest. Wie immer bin ich dankbar für jeden Tipp, allerdings sollten sich hier die einen oder anderen keinen Privtkrieg mit Ihren Ansichten liefern, bleibt fair zueinander und respektiert Euch. Die, die ich meine wissen bescheid.
Sobald ich den Einguss angebracht habe stelle ich ein Foto von der neuen Form ein und sobald das Trennmittel da ist auch hoffentlich ein Foto von einem perfekten Gussteil.
Gruß der Christian
|
|
|
|
|
|