|
Thema:  Problem beim Fräsen einer Silberstahlwelle Problem beim Fräsen einer Silberstahlwelle |
[ - Antworten - ] |
17.02.2011, 17:42 Uhr
  panzerpabst panzerpabst

|
Hallo Leute,
ich bin gerade etwas am Fluchen weil mir das saubere Fräsen einer Abflachung einer 5mm Silberstahlwelle nicht gelingen will. Sobald ich eine Frästiefe von ca 0,5 mm erreiche fängt der Fräser ziemlich zu rattern an sobald er in die Nähe der Mitte der Welle kommt. Das klingt nicht gut, sieht nicht gut aus und überhaupt. Die getesteten 2 10 mm fräser (Schrupp und Schlichtfräser) sind wohl aus HSS. Ist das ungeeignet weil es zu schnell stumpf wird?
Habt ihr ein paar Ratschläge für mich?
Wenn ihr noch weitere Details wissen müsst sagt Bescheid.
Danke schon mal
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
 |
|
|
17.02.2011, 17:47 Uhr
Robert
BW-Meister
[Administrator]

|
Nicht fräsen .... schleifen !!! 
Silberstahl ist zu hart für die meisten Fräsen 
Gruß Robert
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von Robert am 17.02.2011 17:48. |
|
|
17.02.2011, 17:50 Uhr
panzerpabst
|
Hm, aber wie schleift man denn so genau wie mit einem fräser? Nimmt man "einfach" einen entsprechenden Schleifstift anstelle eines Fräsers? Und wenn ja, was wäre denn dann ein entsprechender Schleifstift?
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| |
|
|
17.02.2011, 18:08 Uhr
chris_at
[Moderator]

|
Hi Matthias,
HSS ist nicht die Beste Wahl, nimm Vollhartmetall und es funktioniert..
Der Hartmetallrocker, der nichts vom Schleifen hält 
--
Gruss
Chris
aktualisierte HP!
www.Kanonenjagdpanzer.com
|
|
| |
|
|
17.02.2011, 18:56 Uhr
panzerpabst
|
VHM - das ist ein Wort, gefällt mir irgendwie besser. Habt vielen Dank ihr beiden .
Ach ja, ich kann wohl davon ausgehen, dass meine beiden HSS-Fräser unter dem Silberstahl gelitten haben und Schärfe eingebüßt haben ?
Grüße
Matthias
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| |
|
|
17.02.2011, 19:08 Uhr
Robert
BW-Meister
[Administrator]
|
Hallo Matthias,
ich weis ja nicht, was du für Qualitätsansprüche an eine Abflachung auf einer 5mm-Silberstahlwelle hast.
Wenn ich sowas brauche, dann nur zum Aufschrauben einer Madenschaube .... dafür hacke ich dann einfach mit dem Drehmel und ner Schleifscheibe ne Kerbe auf die Welle und gut is
Gruß Robert
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von Robert am 17.02.2011 19:09. |
|
|
17.02.2011, 19:26 Uhr
Thakashi
|
Hallo Matthias ,
bei VHM ist noch anzumerken das diese Fräser oft sehr unfreundlich auf unterbrochenen Schnitt reagieren und auf Maschinen verwendet werden sollten die eine entsprechende Steifigkeit besitzen . Ein guter Rundlauf ist auch wichtig da du sonst auch nicht lange etwas von den teureren Fräsern hast .
Ich würde dir ausdrücklich zum schleifen raten .
Gruß Uwe
|
|
| |
|
|
17.02.2011, 19:33 Uhr
chris_at
[Moderator]
|
Hi Uwe,
meine Optimum BF-20 macht keinerlei Probleme, man muss halt mit der Drehzahl recht hoch fahren;
Deine Bedenken mit dem unterbrochenen Schnitt kann ich nicht teilen, hab vielleicht nur Glück gehabt bis jetzt 
Wie auch immer, anständige VHM- Werkzeuge sind sehr teuer, da muss man schon drauf achten.
Mach wie Robert es vorgeschlagen hat, ist das schnellste und günstigste;
--
Gruss
Chris
aktualisierte HP!
www.Kanonenjagdpanzer.com
|
|
| |
|
|
17.02.2011, 19:36 Uhr
panzerpabst
|
Hallo,
ja das habe ich auch schon bei VHM gehört. Na der unterbrochene Schnitt wird sich bei mir nicht vermeiden lassen! Das sollte ich doch evtl durch reduzierten Vorschub etwas kompensieren können ?
Da ich hier nur kleine Arbeiten vorhabe und meine Maschinen ja nun auch keine Proxxon-Fräse ist, sollte die Steifheit eigentlich passen.
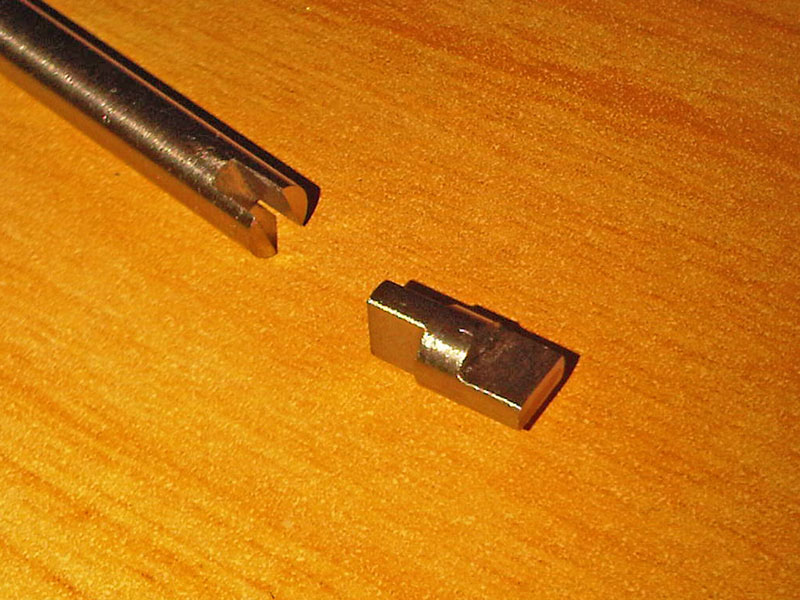
Das soll es mal werden - ein Wellenverbinder, das erste Teil ging noch einigermaßen - aber Fräser sind vermutlich schon stumper geworden weswegen es beim 2. Teil rattert:
(vorsicht, hochwertiges Handyfoto !!!)
Deswegen stelle ich mir das mit Schleifen und der Maßhaltigkeit etwas schwer vor ...
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von panzerpabst am 17.02.2011 19:37. |
|
|
17.02.2011, 21:26 Uhr
EDE
|
Ich habe mit VHM noch keine Probleme gehabt, auch nicht bei unterbrochenen Schnitten.
Schließlich sind die Profi Messerköpfe auch mit HM Platten und damit kann man fast schon allles fräsen.
Drehzahl und Vorschub sollten natürlich schon angepasst sein....
Ich habe sogar schon gehärteten Stahl damit gefräst (geht aber nur bedingt)
Ich hätte da noch VHM Fräser abzugeben:



Mit ähnlichen Fräsern habe ich auch meine Nirosta- Antriebswellen von meinen Königstiger gefräst- ohne irgendwelche Probleme:


Sind so gut wie neu !!
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von EDE am 17.02.2011 21:29. |
|
|
18.02.2011, 00:19 Uhr
halbkette

|
Hallo Matthias,
hast du mal daran gedacht, dass du vielleicht zu hart ran gehst und einen Tick zuviel von deiner Fräse verlangst?
Wenn diese Symptome auftreten, ist bei mir immer sofort die einzige Reaktion: "halblang machen" - will sagen, entweder den Vorschub oder die Zustellung oder beides reduzieren.
Gerade bei Stahl als Werkstoff sollte die Fräserdrehzahl gegenüber Alu natürlich auch drastisch kleiner gewählt werden.
Und wenn du dann die Geduld und das Verständnis dafür aufgebracht hast, dass es halt nicht ganz so schnell geht, dann liegst du richtig und mit einem Tropfen Öl auf der Fräsfläche schneidet der vermeintlich stumpfe Fräser dann plötzlich so gut wie eigentlich erhofft.
Nun gut, bei einem 10mm-Fräser sollte die Schnitttiefe von 0,5mm nicht zu groß sein. Wenn er dann nicht zu schnell war, sollte es gehen - es sei denn, er ist wirklich stumpf.
Wenn du keinen neuen Fräser kaufen willst:
In so einem Fall - gerade bei so relativ großen Fräserdurchmessern - nehme ich mir eine Lupenlampe und den Dremel mit Trennscheibe und schleife vorsichtig die Spanwinkel nach. Das sollte möglichst wenig Material kosten und natürlich gleichmäßig auf allen Schneiden erfolgen - jedenfalls gehts danach wieder eine Weile wie neu.
Nur Mut und eine ruhige Hand.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
| |
|
|
18.02.2011, 09:15 Uhr
panzerpabst
|
quote:
Original von halbkette:
hast du mal daran gedacht, dass du vielleicht zu hart ran gehst und einen Tick zuviel von deiner Fräse verlangst?
....
Nun gut, bei einem 10mm-Fräser sollte die Schnitttiefe von 0,5mm nicht zu groß sein.
@Hartmut,
ein klassisches Mißverständnis  - ich habe z.T. nur 0,05 mm Tiefe zugestellt pro Fräsgang! Ich meinte damit das Erreichen einer Frästiefe von etwa 0,5 mm - ab da fangen die Erscheinungen an. Öl habe ich auch dran geschmiert - ohne bemerkenswerte Effekte. - ich habe z.T. nur 0,05 mm Tiefe zugestellt pro Fräsgang! Ich meinte damit das Erreichen einer Frästiefe von etwa 0,5 mm - ab da fangen die Erscheinungen an. Öl habe ich auch dran geschmiert - ohne bemerkenswerte Effekte.
@EDE,
ich werde es wohl mal mit VHM probieren - wollte ich schon immer mal machen. Allerdings tendiere ich eher zum Neukauf.
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| |
|
|
18.02.2011, 09:25 Uhr
chris_at
[Moderator]
|
Moin,
hier
http://www.may.lu/cms/files/9_schaftfraeser_de.pdf
gibts ne Übersicht über Richtwerte bzgl. der Schnittparameter;
Nicht dass Du Hartmut falsch verstehst, VHM braucht immer noch volle Pulle von Deinem Maschinchen, ein 8er Zweischneider braucht immer noch über 3.000 1/min, die muss Deine Proxxon erstmal bringen...
In diesem Sinne, ATTTAAACKE
Und denke an meien Empfehlung, von Zweischneider hast Du mehr, da Du auch eintauchen kannst
--
Gruss
Chris
aktualisierte HP!
www.Kanonenjagdpanzer.com
|
|
| |
|
|
18.02.2011, 10:01 Uhr
panzerpabst
|
Hi Chris,
muss mein Maschinchen mal verteidigen !!! bringt 4300 U/MIN nach Umbau mit Riemenantrieb und von Proxxon habe ich nur ne kleine Kappsäge und nen Feinbohrschleifer 
Danke für den Link, sowas ist immer hilfreich.
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von panzerpabst am 18.02.2011 10:03. |
|
|
