|
Thema:  Futterflansch auf Rundtisch zentrieren Futterflansch auf Rundtisch zentrieren |
[ - Antworten - ] |
01.08.2007, 14:46 Uhr
  panzerpabst panzerpabst

|
Hallo,
ich habe mir gerade einen Rundtisch mit Dreibackenfutter und Futterflansch bestellt. Nach Erhalt der Ware musste ich jedoch feststellen,daß der Flansch nicht passt. Beim Betrachten der Teile frage ich mich wie der Flansch auf den Rundtisch zentrisch montiert wird - ich kann es ja leider nicht testen. Mein Rundtisch hat 3 zum Zentrum zulaufende Nuten. Man müsste doch mit Nutensteinen und Gewindeachsen - die in die 3 Nuten am Außenumfang des Flansches kommen - die Verbindung herstellen? Aber da wird doch einiges an Spiel vorhanden sein: die Nutensteine müssten straff sitzen, ebendso die Gewindeachsen in den Nuten am Flansch - das glaube ich aber nicht.
Braucht man da ein Hilfsmittel wie einen MK2-Dorn o.ä. ?
Es gibt ja auch Backenfutter mit MK-Dorn - die lassen sich aber meines Wissens nicht gegen Verdrehen sichern?
Es ist der RC110DT von RC-Machines. Vor dem Kauf hatte ich dort noch angerufen um Details zu klären - leider kamen dabei aber einige Falschaussagen:
1. Der Futterflansch RCff100 passt zum RC110DT - ist natürlich Quatsch was man schon auf den Bildern sehen kann weil unterschiedliche Anzahl Nuten
2. Es ist Spannwerkzeug beim RC110DT dabei - das ist nicht der Fall, das muß ich jetzt noch nachordern.
3. Der RCFF100 passt zum Backenfutter RC3BFZ803 - ist auch Quatsch.
So richtig weiß ich jetzt nicht was ich machen soll weil es keinen anderen Futterflansch gibt.
Außerdem ist mir das Backenfutter zu ungenau: wenn 2 Backen sich berühren ist die 3. noch nicht ganz ran - es bleibt ein kleiner Spalt von ein paar 10tel. Das ist doch auch nicht normal oder?
Wäre schön wenn ihr mir antwortet da ich ja jetzt eine Alternative brauche.
Danke
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
 |
|
|
01.08.2007, 19:47 Uhr
halbkette

|
Hallo Matthias,
so, ich habe mich mal im Katalog umgeschautt.
Soweit sollte alles - vom Durchmesser her - auf einander passen.
Vorweg noch ein Hinweis:
Es ist normal, wenn ein Futterflansch vom Benutzer "angepaßt" werden muß.
Zugegeben, hier ist eine Kompromißlösung nötig - aber offensichtlich gibt es keine Alternative ( bei RCM ).
Die Nutenzahl im Tisch ist "drei" und die Bohrungen für die Befestigungsschrauben sind für "vier" Schrauben ausgelegt. Da wird dir wohl nicht erspart bleiben, gleich eine erste Teilungs-Übung auf dem Drehtisch zu absolvieren. Wie du allerdings den Futterflansch darauf zentriert(!) befestigst, kann ich dir nur vorschlagen:
Eigentlich müßte der Flansch eine Zentrierung aufweisen - auch später für die Futtermontierung: ein kleiner passender Absatz, der sich in der Tischbohrung orientiert ( wahrscheinlich "konisch", wenn der Mittenbohrungs-Eingang am Tisch so aussieht - wie z.B. bei meinem).
Die vorläufige Befestigung des Flansches zum Bohren der nötigen drei Randlöcher für die Montage am Tisch kann weiter innen(!) mit nur einmal genutzten Bohrungen geschehen. Diese Löcher dürfen von Hand gebohrt sein - mit etwas Spiel - und brauchen nicht sehr genau plaziert zu sein. Die Tisch-Nuten können auch mal normale 6-kant-Schraubenköpfe aufnehmen, wenn du die richtigen noch nicht hast. Die Zentrierung ist natürlich so oder so unerläßlich dabei. Das hast du ja schon selbst festgestellt. Ich kann dir dabei von hier aus nur sagen, wie es aussehen sollte ( siehe oben ). Falls du keinen solchen Absatz finden kannst, der diese Aufgabe übernimmt, mußt du einen andrehen lassen, der zum Tisch paßt. Der muß nur wenige mm dick sein, soviel Fleisch ist am Flansch schon noch vorhanden.
Wenn du das Ding nun zentriert - wie beschrieben - befestigen konntest, lassen sich natürlich leicht die drei präzisen Befestigungsbohrungen anbringen, die dann genau mit den Nuten korrespondieren. Zur besseren Montage sollten diese Bohrungen noch außen - zum Rand hin - geöffnet werden, so dass dreimal ein "U" am Rand des Futterflansches entsteht. Auf diese Weise lassen sich die Nutenschrauben später besser montieren - ich glaube fast, anders geht es gar nicht.
Eigentlich war´s das schon. Bis auf die Futterbefestigung am Flansch, denn hier brauchst du einen genau passenden Absatz zur Zentrierung des Futters - meist mit etwa 3/4 Futterdurchmesser. Wenn der Futter-Zentrier-Absatz nicht paßt, geht gar nichts mehr. Die Rundlaufgenauigkeit hängt immer von der genauen Ausrichtung der Futterzentrierung zur Flanschzentrierung ab. Beide Zentrier-Absätze befinden sich also am Flansch - wenn nicht, müssen sie sorgsam angedreht werden. ( Vom Berufsdreher andrehen lassen ! )
Falls du nicht mehr durchblickst, frage mich, ansonsten viel Erfolg.
Wenn es dich tröstet:
Ich habe mir ein Vierbackenfutter für meine größere Drehmaschine gekauft und weil es nicht paßt, muß ich mir erstmal selbst einen Futterflansch herstellen und entsprechend auf beiden Seiten an Maschine und Futter anpassen. So ist das nun mal.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von halbkette am 01.08.2007 22:26. |
|
|
02.08.2007, 18:34 Uhr
panzerpabst
|
Danke für die wiedermal ausführliche Antwort.
leider passt der Absatz zum Backenfutter auch nicht - der Flansch ist offenbar für 100er Futter.
Ich werde noch einmal mit RCM telefonieren - auch wegen dem ungenauen Futter. Mal sehen ob dabei noch ein Lösung herauskommt - ansonsten suche ich mal in Leipzig nach einer Dreherei.
Mich würde aber dennoch interessieren ob ein Futter mit bereits daran vorhandenem MK2 Dorn eine praktikable Lösung wäre - mein Rundtisch hat ja auch eine MK2-Aufnahme.
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| |
|
|
03.08.2007, 14:51 Uhr
UralPit56
|
Hallo Matthias.
Habe 100 mm Futter mit MK 3 Aufnahme um grössere sachen in meine Fräsmaschine zu spannen,War eine Lösung bevor ich mir ne Drehbank kaufen konnte.aber es funktionierte.aber mit mk aufnahme auf nem drehtisch? ? ich glaube das wird wohl nicht so recht stabil,weil der abstand zum drehtisch zu groß wird.
Ich glaube du bekamst einen falschen Flansch,Besser wäre ein Futter,welches durchgangsbohrungen hat,und damit direkt auf dem drehtisch festzuschrauben wäre.Sowas hatte RC-Machines auch mal,hatte lange keinen
prospekt in Händen,weiß nich ob es das noch gibt.Das futter welches du hast ist wohl ein 80 mm futter mit Zentralaufnahme M12 x1 oder ähnlich, Kegelaufnahme für MK 2?Du brauchst ein ganz anderes Futter oder jemand der einen speziellen flansch anfertigt.
mfG. uralpit
|
|
| |
|
|
06.08.2007, 13:10 Uhr
halbkette
|
Hallo Matthias,
zu deinem gekauften Futter habe ich noch gar nichts gesagt.
Aber nun folgendes:
Wenn du ganz sicher bist, dass die einzelnen Backen folgerichtig, d.h.: den eingeschlagenen Zahlen (1-3) entsprechend in richtiger Reihenfolge eingesetzt sind ( bitte erst die Zahlen überprüfen durch Herausdrehen ), dann sollten sich nur (!) die Spitzen der Backen an den Flanken berühren. Da deren Spitzenwinkel meistens kleiner als 120° ist, ergibt sich immer zwischen den Flanken ein spitzer Spalt. Das ist kein Fehler und ist abhängig vom Betrachtungswinkel, ob man diese Spalte als gleichmäßig empfindet.
Für die Arbeitsgenauigkeit des Futters sind ausschließlich die schmalen, bogenförmigen Innenflächen auf der "Spitze" der Backen verantwortlich. Die greifen das Werkstück und müssen in jeder Stellung den untereinander gleichen Radius haben ! Ob das "ok" ist, kann man eigentlich nur im Arbeitszustand erkennen, wenn ein exaktes Werkstück eingespannt ist und eine Meßuhr den Rundlauf kontrolliert.
Taucht hierbei eine Abweichung auf, ist das Futter natürlich Ausschuß - vorher kann man das nicht sagen, schon gar nicht vom Augenschein her.
So wie Uralpit schon sagt, würde ich auch von einer Verwendung eines Futters mit Konus im Drehtisch abraten. Man weiß nie genau, ob der Konus immer "schlupf-frei" die eingestellten Winkel für die Bearbeitung überträgt. Jede kräftige Spanabnahme kann das theoretisch infrage stellen. Nicht umsonst wird das Futter normalerweise auf dem Drehtisch festgeschraubt.
Bitte, püfe dein Futter noch einmal nach obigen Erkenntnissen, drehe auch mal die Backen ( Wechselbacken? ) heraus und kontrolliere die Zugehörigkeit zur ebenfalls nummerierten jeweiligen Führung.
Danach schau dir nochmal die Backenspitzen und die Spalte dazwischen an. Vielleicht ändert sich dein Eindruck dann ja.
Eine Rundlaufprüfung geht - wie gesagt - erst im montierten Zustand ( am besten natürlich auf einer Dremaschinenspindel montiert - es sei denn, der Drehtisch ist kugelgelagert ).
Bringe ruhig dein Futter nebst Flansch zur Bearbeitung zum Fachmann - das kostet wirklich nicht die Welt.
Ich rate dir das, weil ich glaube, dass du mit Telefongesprächen zu RCM nur Frust ernten wirst.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von halbkette am 06.08.2007 13:16. |
|
|
07.08.2007, 12:34 Uhr
panzerpabst
|
Hallo,
danke erstmal für die Antworten. Ich habe mir gestern noch etwas Zeit genommen und das Backenfutter untersucht. Die Backen sind richtig eingesetzt. Ich bin weiterhin noch der Meinung, daß es kein gutes Zeichen ist wenn sich die Flanken der Backenspitzen nicht gleichmäßig berühren. Aber das wollte ich doch im gespannten Zustand überprüfen. Also habe ich eine 10mm Achse eingespannt und das andere Ende der Achse in das Bohrfutter der Fräsmaschine. Diese habe ich dann ganz langsam laufen gelassen und konnte dabei schon eine Ungenauigkeit beim Rundlauf erkennen - nur war diese schon bei der Achse zu erkennen bzw. beim Bohrfutter  - da ich bisher noch nichts ernsthaft gefräst habe ist mir das nicht aufgefallen. - da ich bisher noch nichts ernsthaft gefräst habe ist mir das nicht aufgefallen.
Der Futterflansch ist auch durch Anpassungen nicht zu gebrauchen da dessen Bohrung in der Mitte ca. gleichgroß wie die des Drehtisches ist - da kann man keinen Zentrierabsatz andrehen lassen.
Außerdem ist bei waagerecht montiertem Drehtisch mit Futterflansch und Backenfutter nur noch ca. 5 cm Raum bis zum Bohrfutter - abzüglich eines Fräsers kann man damit nur sehr flache Teile bearbeiten.
In Summe war ich dann ganz schön angepi...t weil eigentlich nichts so richtig passt.
Nachdem ich dann den oberen Anschlag der Z-Achse entfernt habe (war eine Nylonmuffe am oberen Ende der Säule) kamen nochmal ca 5 cm dazu - das sollte erstmal reichen.
Jetzt werde ich wohl noch ein Spannzangenfutter mit Spannzangen kaufen müssen.
Ein Spannzangenfutter sollte doch etwas kürzer sein als ein Bohrfutter - damit würde ich dann das Problem des unrunden Laufs meines Bohrfutters und den beengten Platz lösen - hier wäre ich über eure Einschätzung dankbar.
Weiterhin will ich das Bohrfutter und das Backenfutter in einer Dreherei prüfen lassen bzw. sollen die sich irgendwas einfallen lassen wie sich das Backenfutter auf dem Rundtisch zentrisch fixieren lässt.
Da kann Mortimer seinen Vorsprung beim Famo ja noch schön ausbauen wenn ich mich mit diesem Kram noch lange rumärgern muß 
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| |
|
|
07.08.2007, 17:22 Uhr
halbkette
|
Hallo Matthias,
das hört sich ja wirklich nach Ärger an - sehr bedauerlich.
Wie kann das angehen, dass das Bohrfutter in der Fräse schon sichtbar unrund spannt???
Das ist natürlich keine Basis.
Wenn der Futterflansch keinen Zentrierabsatz besitzt und die Größe der Bohrung eine Nacharbeit verhindert, so mußt du
1. entweder einen Alu-Einsatz in die Bohrung einpressen und dann eine Zentrierung daraus machen lassen oder
2. du mußt den Flansch samt montiertem Futter nach Augenmaß bzw. mittels Meßuhr und per Hand zentrieren, dann für ewig festziehen.. Der Dreher braucht dann vorher nur den Zentrierabsatz für das Futter anzudrehen. Die fehlenden Außenrand-Befestigungen am Flansch vorher, wie weiter oben beschrieben, herstellen.
Ich weiß, du denkst jetzt vielleicht:"...gut gebrüllt, Löwe." Aber ich würde so vorgehen und wenn wir nicht so weit auseinander wohnen würden, hätte ich dir angeboten, das für dich zu erledigen.
Zum Spannzangenfutter muß ich sagen, dass das natürlich die nötige Genauigkeit bringen wird und deshalb unverzichtbar ist, aber an Höhenfreiheit wirst du gegenüber einem Bohrfutter nur etwa 10-15 mm gewinnen. Ich habe das mal bei meinen Maschinen ausgemessen. Das ist schon besser als gar nichts. Vielleicht kann man auch den Futterflansch noch etwa 5mm dünner drehen, dann hast du schon 20 mm. 
Wenn du dazu die Z-Achse der Maschine ausreizt, hast du gerade Platz genug für die meisten Teile...
Wie hoch ist denn der Verfahrweg der Z-Achse?? Nur mal zum Vergleich..
Vielleicht helfen dir die Hinweise zu einer erfolgreichen Strategie.
Das Gute daran: zum Glück mußt du dein Geld nicht damit verdienen. 
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
| |
|
|
09.10.2007, 21:18 Uhr
panzerpabst
|
Hallo,
nach längerem Warten habe ich nun eine Lösung für mich gefunden und damit andere auch davon profitieren können skizziere ich noch mal kurz den Weg dahin und die Eckdaten:
Meine Anforderungen waren ein Rundtisch ca. 100mm mit Vierbackenfutter zentrisch spannend. Da der Rundtisch noch weiteren Anforderungen genügen sollte (Indexscheiben, Mk2 Durchgangsbohrung usw.) war die Auswahl recht beschränkt wenn man im Preisrahmen von ca 300 -350 EUR bleiben wollte (ich wollte). Bei RC-Machines gab es offenbar ein passende Kombi - mit der Einschränkung auf ein 3-Backenfutter - aber mit passenden Futterflansch. Das passte dann doch nicht wie bereits beschrieben. Also habe ich den Kram zu einer CNC-Firma in Leipzig gegeben. Das Anfertigen lassen wollte ich eigentlich umgehen weil mir das zu teuer erschien. Nun habe ich 60 EUR bezahlt für einen Futterflansch der recht dünn ist, aus Stahl besteht und im Zentrierabsatz zum Rundtisch hin eine Durchgangsbohrung hat. Dazu habe ich noch einen 12mm Zentrierdorn anfertigen lassen und das Backenfutter sowie das Bohrfutter meiner Fräsmaschine prüfen lassen. Das ist für den Preis ganz OK. Außerdem hat man so schon mal einen Kontakt wenn man mal wieder was braucht. Ein Anruf bei RC-Machines hat noch ergeben, daß ich den Flansch zurückschicken kann weil falsch beraten wurde. Außerdem kam dabei noch eine Alternative ohne Futterflansch heraus : Ein Backenfutter mit durchgehenden Bohrungen damit man von der Oberseite lange Schrauben zu den Nutensteinen führen kann. Damit spart man den Flansch was eine kompaktere Einheit ergibt und bei waagerechter Montag wertvolle mm in der Z-Achse beschert. Diese sind aber ca. 80% teurer als normale Backenfutter.
Da ich den Flansch nun individuelle anfertigen lassen habe hätte ich auch ein 4-Backenfutter nehmen können, das wäre mir lieber gewesen.
FAZIT: Ich habe meine Lösung nun, hätte aber für das selbe Geld die von mir ursprünglich geplante Lösung erhalten (4-Backenfutter statt 3-Backenfutter). Spart also nicht an der falschen Stelle!
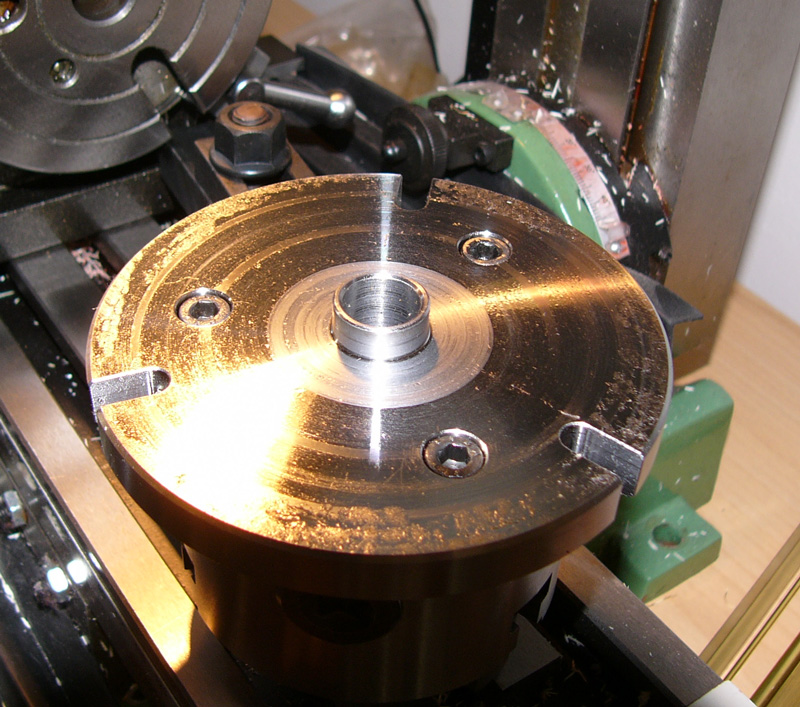
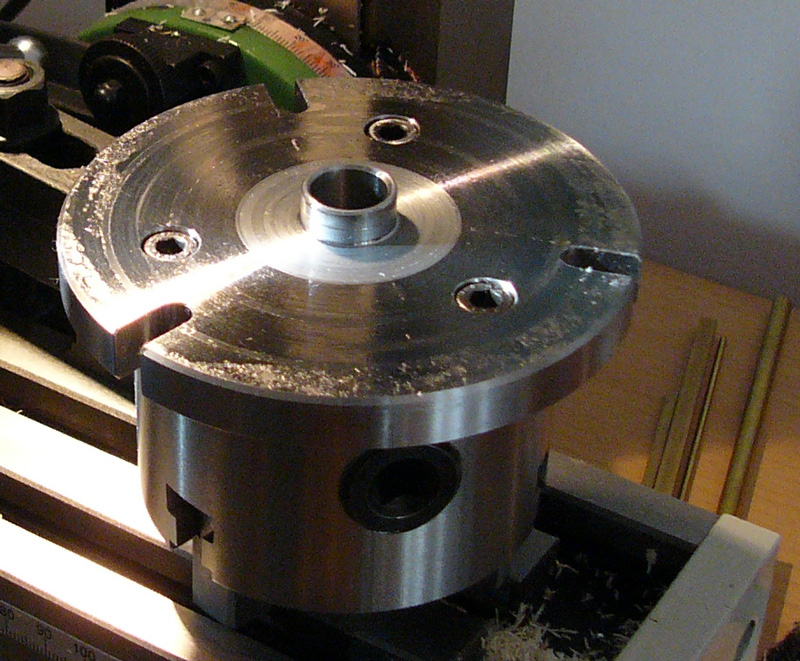
Hier mal noch Bilder vom Flansch: Durchmesser : 116mm, Dicke : 11 mm, Durchgangsbohrung 13,5 mm
Und hier nun die ganze Maschine wie sie an ihrem Arbeitsplatz (in meinem Wohnzimmer  ) steht ) steht

Da das Bohrfutter zu unrund lief (0,1mm) habe ich mir in der Bucht noch ein Spannzangenset (6 Stck 3-16mm mit Spannzangenfutter MK3) für 50 EUR geschossen. Das macht schon einen anderen Eindruck als das zappelige Bohrfutter. Die ersten Teile für meinen Famo habe ich schon gefräst.
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| |
|
|
10.10.2007, 12:41 Uhr
halbkette
|
Hallo Matthias,
na endlich! Nun sieht das doch bei dir ( in deiner Dach"stube" ) schon fast so aus wie bei mir im Keller.
Ich meine natürlich die Ausrüstungsgegenstände.
"Was lange währt, wird endlich gut."
Du hast immerhin komplette 2 Monate benötigt bis zur gebrauchsfertigen Einheit von Maschine und Zubehör. Aber nun "scheint die Sonne" hoffentlich wieder in Leipzig und der Famo läßt ab jetzt öfter mal grüßen.
So gesehen waren das sehr gut angelegte 60,-Euro, denke ich und eine Menge dazugelernt hast du in der Notlage sicherlich auch noch - das ist meist unbezahlbar.
Übrigens würde ich an der noch schönen weißen Wand hinter deiner Maschine großflächig ( min.1qm ) eine dünne weiße Poly-Platte befestigen, damit die feineren Frässpäne nicht mit der Zeit große dunkle Flecken erzeugen. An der Kellerwand ist das ja kein Thema, aber da, bei dir? Nur, damit der Haussegen nicht so bald schief hängt.
Viel Spaß und Erfolg damit.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von halbkette am 10.10.2007 12:42. |
|
|