|
Thema:  Fräsmaschinen und Zubehör diverser Hersteller Fräsmaschinen und Zubehör diverser Hersteller |
[ - Antworten - ] |
14.11.2006, 21:51 Uhr
  Erbse0815 Erbse0815

|
Servu`s!
Mische mich auch mal ein.
Habe letzte Woche aus Luxemburg von RC-Machines eine RC10BF abgehohlt.
Nachdem ich die Maschiene kompl. zerlegt habe und alles gereinigt und eingeölt habe, bin ich recht zufrieden.
Exaktes Arbeiten geht wirklich gut (kaum zu glauben).
Ist zwar nicht so teuer wie die du aufgezählt hast, aber kanst ja noch ein Längsvorschubmotor dazu Kaufen.
Der Maschienenmotor ist zwar sehr laut (bei hohen Drehzahlen), aber mit einem selbstgebalsteten Schallschutz, höhrt man kaum noch was (lautstärke (Dank eines Rohres und einer Nierenjacke) leiser wie mein Kühlschrank und Luft kommt immer noch dabei zum Motor zum Kühlen ).
P.S. im Gegensatz zu der RC15BF-2 läuft die RC10BF bis zu 2500U/min.
P.S.2 mich Nervt nur, daß das Zubehöhr eine menge Kostet
P.S.3 z.zt. gibts bei RC-Machines ein 58-tlg. Spannwerkzeugsatz, Nutenbreite 10 mm (oder 12mm)
RCSPW10/52 für 39,-Euro statt 89,-Euro
Vieleicht Hilft dir das etwas.
|
|
 Beitrag 1 mal editiert. Zuletzt editiert von Erbse0815 am 14.11.2006 22:17. Beitrag 1 mal editiert. Zuletzt editiert von Erbse0815 am 14.11.2006 22:17.
|
|
|
15.11.2006, 00:12 Uhr
Robert
BW-Meister
[Administrator]

|
Hallo Matthias (Panzerpapst),
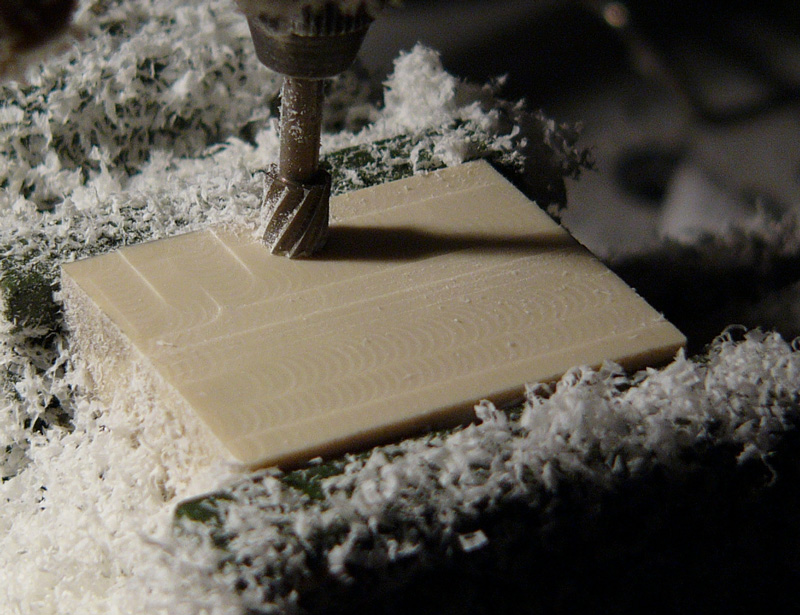
der Grund, warum du keine vernünftig plane Oberfläche beim fräsen des Resinblockes bekommen hast, hat viele Gründe, und liegt in aller erster linie am verwendeten Walzenfräser !!!
Zum einer verteilt sich die senkrecht nach unten wirkende Kraft auf sehr viele Zähne, was die Schneidkraft pro Zahn erheblich reduziert. Dadurch schneidet der Fräser nicht richtig ins Werkstück. Dies macht sich besonders bei stumpfen Fräsern bermerkbar.
Zum anderen transportiert die Unterseite des Walzenfräsers das gefräste Material nicht trichtig ab und staut sich unter dem Fräser. Dies passiert besonders bei weichen termoplastischen Kunststoffen sehr häufig. Dadurch wird der Fräser hochgedrückt und die Außenkante des Fräsers schneidet keine planen Flächen mehr.
Die Quallität der Proxxon-Fräser ist wirklich unter aller Sau. Besorge dir einen vernünftigen Industrie-Fräser. Am besten als Ein-Zahn- oder Zwei-Zahn-Fräser. Die sind für Kunsstoffbearbeitung am besten geeignet. (seit dem ich mal für meine CNC-Fräse Fräser in Industriequallität gekauft habe, weiß ich erst WIE grottenschlecht die Fräser von Proxxon wirklich sind !!! )
Generell kann man sagen, daß die Verwindungssteifigkeit und die Genauigkeit der Schlittenführung bei Proxxon nicht besonders groß ist. Insbesondere beim Fräsen von harten Werkstücken wie Metall kommt die Fräse dann schnell an ihre Grenzen.
Was auch sehr häufig vernachlässigt wird ist die Führung der Frässpindel an der Fräse. Gerade bei Proxxon wird in der Regel eine billige Microfräse verwendet. Diese haben aber leider entlang der Spindelachse keine präzise Führung.
Gruß Robert
quote:
...
...
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von Robert am 15.11.2006 00:14.
|
|
|
15.11.2006, 06:29 Uhr
Thakashi
|
Hallo zusammen,
also ich würde sowas mit einem Schlagzahn oder Messerkopf planen , ich glaube allerdings das mein Messerkopf zumindest mehr Wiegt als dein Antrieb an der Fräse und spannen kannst du sowas auch nicht.
Am besten ist es wenn du dir irgendwo mal eine "Vernünftige" Fräsmaschine ( Hobbymaschnie )anschaust ,du siehst schnell die unterschiede ....... Den vergleich zu einer Industriemaschine lassen wir jetzt mal . Meine F-40 hat fast die Fahrwege einer FP-1 wiegt aber nur ein drittel.
Lass dich bitte nicht durch die gestellten Bilder in den Hochglanzprospekten täuschen , das Ding taugt leider maximal zum Koordinatenbohren .
Bei deinem Fräßbild sieht man meiner Meinung nach das sich etwas an der Maschine beim bearbeiten verzieht , sprich die " Fräserachse " steht nicht senkrecht zum Werkstück . Wenn du jetzt eine richtige Maschine hättest würde ich sagen : " nimm mal eine Meßuhr ,geh mit dem Fühler seitlich gegen den Schaft des Fräsers und drück mal dagegen " du würdest dich wundern was die Uhr anzeigt.
Es ist einfach so das man solche Maschinen nicht beliebig verkleinern kann ,irgendwann wird alles zu instabil .
Wie auch Robert schon gesagt hat vertragen die Motoren auch keinen seitlichen Schub und den hast du beim Fräsen .
Es ist leider traurig aber wahr ...
Da ist sparen und die Hilfe des wheinachtsmannes angesagt.
Mfg Uwe
|
|
|
|
|
|
15.11.2006, 15:47 Uhr
halbkette

|
Hallo Matthias,
das schlechte Fräs-Ergebnis kann auch davon abhängen, dass du einen relativ elastischen und wackligen Bohrständer ( gegenüber einer Fräsmasch.-führung ) benutzt hast. Man kann deshalb eben nicht mit einer Bohrmaschine "mal schnell was fräsen". Du weißt auch nicht, ob an dem "Ding" die Bohrspindel ausreichend für Fräsarbeiten gelagert ist ( auch nicht, ob sie wirklich senkrecht zur Schlittenführung steht ) und ob die Schlittenführungen optimal spielfrei laufen usw. Jedes dieser genannten Kriterien allein könnte schon zu so einem Fräsbild führen.
Der Versuch mußte einfach so verlaufen.
Dein "Versuchsgestell" läßt deshalb auch keinen echten Vergleich zu einer richtigen Fräse zu!
Schon mit der schlechtesten der aufgeführten Fräsen wirst du bessere Ergebnisse erzielen können, wage ich vorauszusagen.
Deine Vorschlags-Maschinen kenne ich zwar alle nicht, aber von der Quantum und auch von der RC-Machines würde ich guten Durchschnitt erwarten. Meine RC-Machines-Drehmaschine z.B. ist ihrer Größe entsprechend ohne Tadel. Das wäre für mich ein Anhaltspunkt. Meine Hauptfräse ( CNC ) ist von Wabeco und erste Sahne, aber das ist ja vermutlich nicht deine Preisklasse.
Wenn du dir eine leichtere Fräse aussuchst, achte auf ein "steifes" Gestell, möglichst ohne Rund-Säule oder Schwenkgelenk. Die auftretenden Schwingungen übertragen sich dann nicht so sehr auf das Fräsbild. Auch scharfe neue Industrie-Fräser können helfen, wie schon gesagt wurde.
Noch ein Wort zu der TOM-Methode: Welche Teile des Famo - außer der Kette - willst du denn als Prototyp herstellen ; war dein Maßstab auch 1:10?? In dem Fall könnten wir die Kosten für Tom evtl teilen...dann rechnet sich das besser. Aber ich glaube, du warst ( noch ) gedanklich bei 1:16 zugange.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
|
|
|
|
15.11.2006, 23:05 Uhr
Zugfunker

|
quote:
Original von panzerpabst:
Gleichlauf - Gegenlauf wie was? - ich habe einfach wild drauflosgekurbelt... Wenn du das kurz erklären könntest wäre schön Zugfunker - das wurde per Hand gekurbelt
www.boorad.de
Schau mal hier:
Fräsen
|
|
|
|
|
|
16.11.2006, 10:15 Uhr
panzerpabst

|
Danke Zugfunker, hätte ja auch mal selber bei Wikipedia schauen können ...
Hartmut, bei 1/16 wird es bei mir wohl bleiben - der Mehraufwand für größere Maßstäbe steht für mich in einem uninteressanten Verhältnis. Ich plane auch die Felgen, Laufrollen - evtl. Kühlergrill usw. zu fräsen. Ich werde wohl zu Gunsten der Qualität erstmal auf CNC verzichten und mir eine brauchbare Maschine im bereits erwähnten Preissegment beschaffen. Meinst du mit Schwenkgelenk die Möglichkeit den Fräskopf zu schwenken?
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von panzerpabst am 17.11.2006 09:42.
|
|
|
16.11.2006, 11:59 Uhr
Schrauber
Schrauber-Familie
[Moderator]

|
Hi Matthias,
ich finde das Fräsbild ansich schon gar nicht schlecht bis auf die etwas wirre Fahrweise die du mit deinem Fräser hingelegt hast  Das schaut auch auf einer TOP Fräse nicht viel anders aus, außer das halt die Vertiefungen nicht vorhanden sind! Die Vertiefungen kommen sicherlich von irgend einer Art von "Spiel" in deiner Maschine. Hier wird entwerder deine z-Achse sich gesetzt haben, oder in deiner Spindel ist in der Höhe spiel ..... kannst du mal durch einfaches rauf und runter "nackeln" testen ob Spiel vorhanden ist, auch alle anderen Komponenten deiner Fräse kannst du so mal testen. Wenn es eben beim hin und herziehen "klack klack" macht muss justiert werden (falls möglich). Wie schon erwähnt sieht dein Fräser nicht besonders scharf aus was bei Poly-Kunststoff sehr wichtig ist. Das schaut auch auf einer TOP Fräse nicht viel anders aus, außer das halt die Vertiefungen nicht vorhanden sind! Die Vertiefungen kommen sicherlich von irgend einer Art von "Spiel" in deiner Maschine. Hier wird entwerder deine z-Achse sich gesetzt haben, oder in deiner Spindel ist in der Höhe spiel ..... kannst du mal durch einfaches rauf und runter "nackeln" testen ob Spiel vorhanden ist, auch alle anderen Komponenten deiner Fräse kannst du so mal testen. Wenn es eben beim hin und herziehen "klack klack" macht muss justiert werden (falls möglich). Wie schon erwähnt sieht dein Fräser nicht besonders scharf aus was bei Poly-Kunststoff sehr wichtig ist.
Auf CNC würde ich diese Maschine aber auch nicht umrüsten !
Ich erinnere mich immer wieder gerne an einen Ausspruch von meinem Lehrlingsmeister, der hat immer gesagt, Zitat :
... einen guten Werkzeugmacher zeichnet aus, der auch mit schlechtem Werkzeug saubere Arbeit abliefert 
in diesem Sinne, schöne Grüße
Axel 
|
|
|
|
|
|
16.11.2006, 12:12 Uhr
panzerpabst
|
Hallo Schrauber,
das wirre rumkurbeln habe ich bewußt gemacht um zu testen. Ja der Fräser ist tatsächlich nicht besonders scharf. Hier wurde ja bereits der Einsatz von Industriefräsern empfohlen. Sind VHM-Fräser geeignet oder welches Merkmal in der Bezeichnung ist bei der Suche wichtig?
Ein Bohrfutter scheint auch nicht das Optimum zum Spannen zu sein da oft auch Spannzangensätze angeboten werden - was könnte ihr mir dazu sagen?
Wenn ihr Links zu Anbietern von vorerst kleinen Fräsern in Industriequalität habt bitte mal posten.
Danke
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
|
|
|
|
16.11.2006, 13:37 Uhr
halbkette
|
Hallo Matthias,
wie ich sehe, willst du ´s jetzt wissen und gehst mit großen Schritten auf dein "Ziel los" - das ist immer besser als "ziellos"!
Also, ich gehe wohl recht in der Annahme, dass die MF70 vom Tisch ist?
Axel ( Schrauber ) ist wohl bei dem Gedanken gewesen, dass du mit einer echten MF70 getestet hast.
Wenn es denn jetzt eine "gutbürgerliche" Fräse sein soll, die unter 1000,-E liegt, dann kann ich dir momentan nur zu einer RC-Machines Fräse raten, weil ich - wie schon gesagt - mit der Firma gute Erfahrungen gemacht habe und das Preissegment zu deinen Vorstellungen paßt. Außerdem habe ich den Katalog hier und kann die technischen Daten und die Bauform begutachten.
Mein Hinweis mit dem Gelenk bezog sich auf die Möglichkeit bei einigen Maschinen, die gesamte Z-Achse zu schwenken. Dabei können konstruktive Schwächen eine Schwingungsbereitschaft des Fräsers begünstigen, um es mal vorsichtig auszudrücken. Die unteren Preisklassen haben so etwas oft als Gimmik und es kommt dabei natürlich auch auf die bauliche Ausführung an.
Grundsätzlich ist eine Schlittenführung ( weil steifer ) in der Z-Richtung besser als eine der beliebten, weil billigen, Rundsäulen. So kann man sich mit der wachsenden Kenntnis der wichtigsten Kaufkriterien und den dazu wachsenden Ansprüchen langsam preislich nach oben bewegen - oder einfach bestimmte Schwächen der zukünftigen Maschine inkauf nehmen.
Mist, da ist doch ein wichtiger Teil des Textes einfach verschwunden!!! Ich versuche mal, das zu ergänzen:
Also, ich empfehle dir die RC10BF für ca.750,-Euro, weil sie einige gute Vorteile besitzt und in deinem Preissegment liegt. Sie hat zwar auch diese Schwenkeinrichtung der Z-Achse, aber ich gehe bei dieser Firma mal davon aus, dass das Gelenk steif genug klemmbar ist. Man sollte für eine "bleibende gute senkrechte Führung" dieses Gelenk nie benutzen - kommt eh selten genug vor.
Die Verfahrwege sind im Mittelmaß und durchaus ausreichend für die meisten Arbeiten, dafür hat sie aber einen stufenlosen Antrieb und eine Schwalbenschwanzführung in der Z-Achse! In die Spindelaufnahme MK3 sollte noch eine ( extra bez. ) Spannzangen-Aufnahme gesetzt werden, damit du exakt laufende und scharfe Schaftfräser verwenden kannst... Da gibt es noch mehr zu sagen, aber meine Zeit läuft mir davon.
Idealer wäre natürlich die größere RC20BF für 1450,-Euro. An der gibt es nun gar nichts auszusetzen, außer, dass die Hersteller ihren höheren Wert auch genau kennen...
Später mehr, wenn du willst, jetzt muß ich dringend bei dem guten Wetter meine Harley fahren.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von halbkette am 16.11.2006 13:57.
|
|
|
16.11.2006, 14:57 Uhr
panzerpabst
|
Danke Hartmut für die, trotz der wartenden Harley , ausführliche Antwort. Die von mir genannte RC15BF hat tatsächlich eine Rundsäule. Die RC10BF ist z.Z. sogar im Angebot für ca. 600 EUR. Außerdem habe ich mir nochmal die Maße und das Gewicht der Maschinen angesehen - naja ist schon was anderes als Proxxon  . Knapp 50 Kg Eigengewicht sind ja auch ganz ok. . Knapp 50 Kg Eigengewicht sind ja auch ganz ok.
Ich werde mal wegen Details bei RC-Machines anfragen.
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
|
|
|
|
16.11.2006, 17:10 Uhr
Thakashi
|
Hallo Matthias ,
also einen VHM Fräser brauchst du nicht , es reichen Fräser aus HSS ( z.b. Co 8 ) , das wäre Perlen vor die Säue schmeißen . Absolut Tabu ist es einen Fräser in das Bohrfutter zu spannen . Die Bohrfutter sind nicht gerade Ideal was den Rundlauf angeht außerdem kannst du mit einer Spannzange wesentlich mehr Drehmoment übertragen . Der Fräser wird dir die Spannzangen mit höherer Lebensdauer danken ,das Fräsbild wird deutlich besser und du kommst leichter auf dein Maß , ein VHM Fräser könnte sogar beim bearbeiten durch die Unwucht im Bohrfutter abbrechen .
Zum Thema Gewicht , je schwerer desto besser ,wenn die Maschine auf dem Tisch steht zusätzlich verschrauben ,hat die Maschine eine Rundsäule so ist es Sinnvoll ( die meisten die ich gesehen habe sind nur Rohre ) diese zumindest mit Quarzsand auszufüllen . Einige Leute verwenden sogar "Polymere Beton " ( was auch immer das sein mag ) um die Säule auszufüllen , das bringt zusätzliches Gewicht ,dämpft Vibrationen und macht die Maschine steifer. Das steht bei meinem F40 Clon auch noch an .
Mfg Uwe
|
|
|
|
|
|
16.11.2006, 18:11 Uhr
Erbse0815
|
Servu`s!
Wie ich gelesen habe, bist an der RC10BF interresiert.
Wegen dem Tragen der Maschiene .......... kein Problem. Die Maschiene kanst in 2 Teile zerlegen und zwar unten an der schwenkmechanik. Zum 90° (Nullstellung) zentrieren gibts einen Stift, der die Rotwerk nicht hat, auserdem gibts als Zubehöhr eine Spannzangen Abdrückvorrichtung und und und.
Wenn de noch Fragen hast ............... melde dich einfach kurz.
Gruß Erbse0815
|
|
|
|
|
|
16.11.2006, 23:59 Uhr
halbkette
|
Hallo Matthias,
nun bin ich glücklich zurück und lese deine Antwort und die weiteren posts.
Einiges wird bestätigt ( erbse 0815 ) und im allgemeinen kann ich nur sagen : für den Preis - schlag zu !
Da kannst du für die Differenz noch die Spannzangenaufnahme anschaffen. Jede Spannzange, die du extra kaufen mußt - am billigsten im Satz -, kann nur einen Durchmesser +/- 0,5 mm spannen - dafür haben die Fräser aber - in mehreren Bereichen- fast alle einen einheitlichen Schaftdurchmesser. Man braucht also nur drei bis vier Spannzangen ( die haben auch ihren Preis ). Wenn du darüber mehr wissen möchtest, frag nur. Ich will nicht unbedingt " Eulen nach Athen tragen".
Ansonsten drücke ich dir die Daumen beim Kauf und hoffe sehr, dass du dann zufriedener bist.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
| Beitrag 2 mal editiert. Zuletzt editiert von halbkette am 17.11.2006 00:09.
|
|
|
17.11.2006, 10:04 Uhr
panzerpabst
|
Hallo,
danke für die Antworten. Nun habe ich mich mal etwas mit dem ganzen Spannzangenkram beschäftigt und möchte mich kurz mit euch abstimmen ob das so richtig ist:
Also die RC10BF hat eine MK3 (MorseKegel) Aufnahme in der Pinole. Hier können folgende Sachen reingesteckt werden:
-Direktspannzangen MK3
-Spannzangenfutter MK3 zu ER20, ER 25, ER32 usw
-Bohrfutter MK3 - also gewöhnliche 3-4 Backenfutter
Alles wird mit Überwurfmutter in den Konus gepresst ?
In das Spannzangenfutter kommen dann die Spannzangen ER20, ER 25, ER32 usw - was ist hier zu empfehlen - also welche Größe? Die Spannzangen werden auch wieder mit Überwurfmutter in das Spannzangenfutter gepresst.
Auf dem Bild bei RC-Machines sieht es so aus als ob da schon irgendwas mit Überwurfmutter aus der Pinole ragt. Was ist denn bei der Maschine schon dabei?
Wer kennt gute Lieferanten für diesen ganzen Bereich? Oder ist auch hier das Angebot bei RC-Machines schon sehr günstig?
Welche Schaftgrößen bei Fräsern sind für meinen Einsatzzweck 1/16-Kleinkram (also auch Fräserkopf im 1mm Bereich) zu erwarten/empfehlen?
Leider steht auch nichts über die Nutengröße des KT bei der Beschreibung. Erbse0815 hast du hier Daten? Weil ich ja auch noch passendes Spannwerkzeug bzw Maschinenschraubstock brauche.
Viele Fragen - aber der Weihnachtsmann steht vor der Tür und hat hoffentlich einen ca. 50 Kg schweren Sack dabei (also der auf dem Rücken)
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
|
|
|
|
17.11.2006, 14:40 Uhr
halbkette
|
Hallo Matthias,
ich entnehme deiner Aussage über den Sack des Weihnachtsmannes, dass du bereits eine RC10BF bestellt hast oder zumindest kurz davor stehst. Ist das richtig? Wenn ja, gratuliere ich zu dem Entschluß!
Zu den Spannzangen:
Ich gehe davon aus, dass du auch den 32seitigen Katalog 2005.2 von RC-Machines verwendest. Ich weiß nicht, ob es schon einen neueren gibt, aber das ist wohl nur für die Preise wichtig...
Nur damit keine Mißverständnisse entstehen:
Die mit ER-11 bis ER-40 bezeichneten Teile sind die Spannzangen-"Futter" oder auch -"Aufnahmen".
Die besitzen den entsprechenden Morskegel am oberen Ende, mit dem sie in der Pinole der Fräsmaschine fixiert werden ( durch Haftreibung im Kegelsitz und eine Befestigungsschraube von oben, manchmal auch einen Mitnehmerlappen ) . Um diese Aufnahme auch mal wieder aus der Maschine entfernen zu können, mit der mitgelieferten "Abdrückvorrichtung", - weil du z.B. auch mal ein Bohrfutter mit MK3 oder einen Fräskopf mit MK3 direkt einsetzen willst - , gibt es ein Abdrückgewinde in der Maschinen-Pinole ( Hauptspindel der Fräsmaschine ).
Die Fräsmaschinen-Pinole hat nur den Kegelsitz des Morsekegels Nr.3 ( MK3) samt Befestigungsgewinde, aber keine Überwurfmutter. Die gibt es nur beim Spannzangenfutter.
So eine Spannzangenaufnahme hat eine Überwurfmutter, mit der die eingesetzten Spannzangen in ihren Kegelsitz gedrückt werden und auch wieder herausgezogen werden können.
Die Zahlen ( nur firmenintern ) (ER)-11 und -16,-20, -25, -32 usw. bezeichnen die Größe des Futters: in "-11" können z.B. nur Fräserschäfte bis max. 7mm Durchmesser gespannt werden, bei "-25" bis max 16mm Durchmesser. Ich würde dir empfehlen - weil ich das auch so habe - , die Größe ER-25 anzuschaffen. Viele Zusatzwerkzeuge haben oft eine zylindr. Aufnahme von 16mm, die könntest du dann noch spannen, ohne die Spannzangenaufnahme auszubauen und den Morskegel 3 (MK3) direkt benutzen zu müssen. Leistungsmäßig reicht aber schon ER-20 für deine Maschine völlig aus ( bis 12mm- Schaft ) und ist auch preisgünstiger.
Einen ganzen Satz Spannzangen braucht man eigentlich auch äußerst selten.. Die Grundausstattung für Schaftfräser ( damit kann man fast alles machen ) wären : 6,8,10,12 mm und ein paar unter 6, die du bei Bedarf selber festlegst. Viele kleinere Fräser haben einen 6mm-Schaft. Zum Fräsen von 3D-Konturen solltest du dir noch einige Radiusschaftfräser anschaffen, weil die keine scharfkantigen Kerben hinterlassen, denn sie besitzen halbrundförmige Schneiden...
Apropos Schneiden: es gibt die Schaftfräser mit 2,3 und 4 Schneiden. Eine höhere Schneidenzahl kann langsamer laufen und hat ein besseres Schnittbild.
Das ,was da auf dem Bild aus der Spindel bzw. Pinole herausragt , scheint ein Spannzangenfutter zu sein - mit Überwurfmutter. Das Futter ist aber wohl nicht im Lieferumfang enthalten, sondern nur die Abdrückvorrichtung dazu..
Meine Werkzeuge kaufe ich immer bei "Perschmann" in Braunschweig. Die gehören inzwischen zur Hoffmann-Gruppe mit Geschäftsstelle in Berlin. Sie liefern fast alle Marken von Qualitätswerkzeugen - ich habe nur gute Erfahrungen gemacht. Die Preise sind allerdings dementsprechend "etwas gehoben".
Soweit zu deinen Fragen. Ich hoffe, du steigst da durch - sonst bitte nachfragen.
Die Nutenbreite wird dir "erbse" nennen, die kenne ich nicht und da gibt es auch keine Größennorm für bestimmte Maschinen...soweit, wie ich das festgestellt habe.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von halbkette am 17.11.2006 14:53.
|
|
|
