|
Thema:  Fräsmaschinen und Zubehör diverser Hersteller Fräsmaschinen und Zubehör diverser Hersteller |
[ - Antworten - ] |
09.11.2006, 17:34 Uhr
  halbkette halbkette

|
Hallo Matthias,
gut, dass du noch lebst, da könnten wir ja gelegentlich mal wieder ein paar Gedanken austauschen.
Zur MF70 kann ich dir nicht viel sagen, außer, dass so ein kleines Maschinchen als CNC-Version eigentlich ganz reizvoll wäre - wenn ich nicht schon eine CNC-Maschine hätte.
Aber zum Zusammenhang zwischen Material und Drehzahl kann ich dir etwas sagen:
Ganz allgemein läßt sich zusammenfassen, dass Material und Drehzahl über den Begriff der Schnittgeschwindigkeit ( "v", Index s ) zusammenhängen.
Die Schnittgeschwindigkeit ist eine Umfangsgeschwindigkeit am äußeren Rand der Schneiden von Bohrer oder Fräser gemessen. Diese Schnittgeschwindigkeit ist natürlich abhängig vom zu bearbeitenden Material und auch von dessen Wärmeleitfähigkeit. So kommt es, dass "v" für Aluminium ( bis 50 m/min ) höher ist als für Stahl ( bis 35 m/min ). Diese Werte entnimmt man Tabellen. Dabei ist z.B. auch die Wärmeabfuhr berücksichtigt, damit das Werkzeug nicht ausglüht. Der Anwender muß jetzt aber diese Tabellenwerte auf den jeweiligen Durchmesser des Werkzeugs berechnen und erhält dann erst die passende Drehzahl.
Also:
die Umfangsgeschwindigkeit = Durchmesser des Fräsers x Pi x Drehzahl geteilt durch 1000 ( weil der Durchmesser in "mm" eingegeben wird, aber "m"/min herauskommen sollen ) Dies Ergebnis darf die Schnittgeschwindigkeit aus der Tabelle nicht überschreiten.
Um die gesuchte Drehzahl zu erhalten, muß man natürlich diese Formel nach "n" (Drehzahl) umstellen:
"n" = "v" x1000 geteilt durch ( "d" x Pi ) .
Man wählt danach dann die an der Maschine einstellbare nächstliegende Drehzahl mit dem Trend zur kleineren Zahl - aus Sicherheitsgründen.
Soweit die nackte Theorie.
Wenn du noch Fragen hast - wie z.B. nach der Beachtung ( im Programm ) der Vorschubgeschwindigkeiten bei CNC-Fräsern - , antworte ich dir gerne.
Weiterhin:
Bei den sicher sehr kleinen Fräswerkzeugen für die MF70 sind die sehr hohen Drehzahlen durchaus angebracht - sofern es um Metallbearbeitung geht. Du kannst es probehalber selbst mal ausrechnen mit einem Fräser von 0,8mm Durchmesser....es müßten so um die 20.000 U/min herauskommen für Aluminium.
Bei der Bearbeitung von Kunststoffen hast du schon richtig vermutet, dass es hier ganz langsam gehen muß. Hierbei ist nicht der Fräser gefährdet, sondern der Schmelzpunkt des Kunststoffes wird erreicht, weil Kunststoff sehr schlecht die Wärme leitet. Da hilft wohl nur das Ausprobieren - ich kenne keine Werte dafür. Andererseits gibt es auch Kunststoffe, deren Schmelzpunkt wesentlich höher liegt. Vielleicht kommst du ja auch mit Teflon zurecht?

--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
 Beitrag 1 mal editiert. Zuletzt editiert von halbkette am 09.11.2006 17:40. Beitrag 1 mal editiert. Zuletzt editiert von halbkette am 09.11.2006 17:40. |
|
|
10.11.2006, 09:03 Uhr
panzerpabst

|
Hallo Hartmut,
danke für die ausführliche Antwort zur Drehzahl. Ja ich lebe noch  . Du wirst vielleicht kombinieren, daß meine vereinzelten Anfragen hier im Forum auf ein Projekt hinauslaufen . Demnächst will ich mit der Urform für die Famo - Kettenglieder anfangen und dann mit dem Gießen experimentieren. Es wird also daran gearbeitet. . Du wirst vielleicht kombinieren, daß meine vereinzelten Anfragen hier im Forum auf ein Projekt hinauslaufen . Demnächst will ich mit der Urform für die Famo - Kettenglieder anfangen und dann mit dem Gießen experimentieren. Es wird also daran gearbeitet.
Momentan ist das größte Manko bei der MF70 CNC die hohe Drehzahl. Ich habe mir 2-Komponenten-Gießharz besorgt und verschiedene Blöcke daraus gegossen um damit Urformen zu erstellen. Jetzt muss ich mal damit experimentieren wegen den Drehzahlen der Fräser und der Reaktion des Harzes. Allerdings habe ich z.Z. nur einen Proxxon Feinbohrschleifer und kenne dessen Drehzahlbereich nicht bzw. läuft der Motor nicht mehr sauber - der klingt anstrengend - also wird ein Vergleich etwas schwer.
Für den Umbausatz der MF70 spricht auch die Vergrößerung des Verfahrwegs des Kreuztisches auf ca. 160 * 84 mm. Das ist sogar mehr als der der Proxxon FF 230. Die ist auch ganz interessant - eine Anfrage wegen der Eignung des CNC-Umbausatz dafür ergab aber, daß er sich nicht eignet.
Wegen der Drehzahl der MF70 werde ich mal mit meinem Vater reden, was man da machen kann um den nach unten zu bekommen.
Was könnt ihr noch zur MF70 sagen? Gibt es Anwender die die Maschine länger nutzen konnten ohne ein Durchbrennen der Steuerung? 
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| |
|
|
10.11.2006, 09:22 Uhr
Schoppy
|
Ich schließe mich hier mal an, denn mich würde das Thema auch sehr interessieren...
@panzerpabst
Wo gibt es denn CNC Umbausatz für die MF70 zu kaufen? Hast du einen Link zum Hersteller?
--
Gruß Sascha
|
|
| |
|
|
10.11.2006, 09:57 Uhr
SLT50-2
Der Dachsmaster

|
Hallo Leute,
Mit Schrecken habe ich eben gelesen ,daß Ihr die MF 70 zur CNC-Fräse umbauen wollt.
Bitte tut Euch selbst einen Gefallen und lasst das sein,denn das Ding ist absolut ungeeignet für lange Dauerläufe sowie zur Bearbeitung in grösseren Maßen.
Ich selbst habe mich mal dazu hinreissen lassen eine solche Fräse zu kaufen und musste nach 5 Minuten alles wieder einpacken weil es beim Fräsen von Aluminium mit einem 3mm Fräser und einer Spantiefe von 0,1mm einen lauten Knall und einen Lichtblitz gab weil die Schalteinheit explodierte,nebenbei hat es auch noch eine 16 Ampere Sicherung in meinem Keller zerstört.
Seitdem kann ich nur jedem von dieser Maschine abraten,da sie mit Sicherheit und Fräsen nichts zu tun hat,man kann sie vielleicht zum Gravieren benutzen aber zu mehr leider nicht .
Verzeiht mir wenn ich das jetzt erst in diesem Thread schreibe aber leider hab es erst jetzt gelesen.
Zu diesem Thema hatte ich auch schonmal bei Schoppy geschrieben.
Gruß
Michael
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von SLT50-2 am 10.11.2006 09:59. |
|
|
10.11.2006, 10:18 Uhr
Schoppy
|
Hallo Michael...
das mit dem Alu ist schon klar...ich denke, da eher an kleine Poly/ABS - Arbeiten...dafür müßte das Teil doch taugen...wenn man das mit der Drehzahl in den Griff bekommt. Wie oft braucht man kleine Halter, Winkel etc.? Die könnte man doch auf einer so kleinen Maschine schön herstellen...
Keine Angst...ich habe mir keine gekauft...geht mir hier hauptsächlich um die Machbarkeit...
--
Gruß Sascha
|
|
| |
|
|
10.11.2006, 10:55 Uhr
panzerpabst
|
Michael, das hattest du ja am Anfang glaube ich schon beschrieben - mit dem lauten Knall und so. Nun ist ein 3mm Fräser für dieses Gerät vielleicht wirklich zu viel - heist ja auch Mikrofräse 
Mir geht es tatsächlich in erster Linie um das Fräsen von Poly und Bi-Resin. Dafür klingt es alles wirklich sehr gut (bis auf die Drehzahl). Und von Proxxon gibt es ja auch leistungsfähigere Fräsmotore die das schaffen sollten - wie man die an die MF 70 bekommt ist eine andere Geschichte. Ein solche Mikrofräse kann auch im Bereich 1/16 mit Metallarbeiten überfordert sein - das sehe ich schon ein. Dafür schien mir die FF230 von Proxxon ganz gut zu sein - bis auf die Verfahrwege - aber die geht nicht mit dem Kit auf CNC umzubauen.
Schoppy, schau mal bei ebay und suche nach MF70 CNC - taucht immer mal wieder auf als kompletter Umbau mit MF70 für 750 EUR oder als Umbaukit für 350 EUR.
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| |
|
|
11.11.2006, 06:42 Uhr
Thakashi
|
Hallo Matthias ,
ich habe diese Fräse auch schon in Baumärkten und auf Messen "Bewundern" können . Wenn du wirklich nur wert darauf legst auf Zahnstocher deinen Namen zu gravieren dann geht das ne weile . Du solltest aber auch keine Fall zu hohen ansprüche an die Genauigkeit stellen , das muß dir klar sein.
Das Problem ist halt dies , mit der Zeit wachsen die Ansprüche , du glaubst garnicht wie schnell dir die Fahrwege nicht mehr ausreichen ,oder du möchtest etwas kleines auf einem Teil fräsen das aber das Teil selbst passt nicht mehr auf die Maschine oder du kriegst es gerade so auf den Tisch und kannst aber nicht mehr verfahren .....
Mein Standpunkt ist halt der , ich bin so Geizig, das ich mir immer nur einmal eine Maschine kaufe aber dann eben gleich ne richtige - im Endefekt meiner Ansicht nach billiger und schont die Nerven , die Werkzeuge von Proxxon sind nicht für einen längeren Einsatz gedacht . Hier gabe es mal einen Thread über glaube ich ne Kappsäge bei der laufend der Motor gestorben ist ,es waren im Motor wohl Gleitlager verbaut und die Flügel des Lüfterrades waren fast gerade und haben keine Luft durchgebracht.
Und das die MF70 und die Feinfräse ofter mal kaputt sind ist nichts neues ....
Wenn dann würde ich mir wenigstens so eine ROTZZWERK ,tschuldigung Rotwerk kaufen ,ist zwar auch nicht das gelbe vom Ei aber im vergleich zu den Proxxon Geräten ein Quantensprung.
Mfg Uwe
|
|
| |
|
|
14.11.2006, 16:24 Uhr
halbkette
|
Hallo Matthias,
um die Famo-Kettenglieder gehts also! Schön, das zu hören.
Alles, was so gegen die Verwendung ( und damit die Anschaffung ) der MF70 CNC gesagt wurde, würde ich beachten: da kristallisiert sich natürlich eine wirklich sehr eingeschränkte Gebrauchsfähigkeit heraus!!!
Und dann las ich vorhin noch eine Preisangabe von 750,-Euro??? Bei aller anfänglichen Begeisterung und unter Anrechnung der Wichtigkeit deines Vorhabens möchte ich dir ebenfalls davon abraten: das Gerät ist das Geld nicht wert!
Und schon gar nicht aus Mangel an anderen Möglichkeiten nach diesem Strohhalm greifen - er wird wie befürchtet wegknicken und Frust sowie eine leere Kasse hinterlassen.
Da überlege doch lieber mal eine praktikablere Alternative:
der TOM von AFV ( wenn ich das jetzt richtig geschrieben habe ) hat mal ein - mir nur theoretisch bekanntes - Verfahren beschrieben, das er zum Erstellen von Prototypen aus Kunststoff benutzt - und das direkt aus dem Computer: "rapid prototyping" genannt. Er hat sogar die Maschine und die Materialien dafür, die per Laserstrahl (?) aus flüssigem Kunststoff eine "hardcopy" entstehen lassen.
Selbst, wenn du dein Kettenglied in Auftrag gibst und bezahlen mußt , kommst du sicher weitaus billiger und ohne Frust zum Erfolg.
In die Richtung würde ich mal eine anfragende PN loslassen und nach den Bedingungen und der softwaremäßigen Aufbereitung deiner Modellzeichnung fragen.
Das ist m.E. der geeignetere Weg.
Ich wünschte, du gehst darauf ein.
--
Gruß Hartmut
" Ein Modell ist mehr als nur die Summe seiner Teile "
|
|
| |
|
|
14.11.2006, 20:47 Uhr
panzerpabst
|
es gibt was zu lachen - ich möchte nur noch herausfinden worüber
zur Auswahl stehen meine Unfähigkeit oder die Präzision von Niedrigpreisprodukten - oder eine teuflische Mischung aus beidem
Aber von Anfang an:
An der MF70 ist der Kreuztisch KT70 verbaut, diesen habe ich auch in Verbindung mit einem Micromot 12/E und einem lustigen Bohrständer von Proxxon. Nun habe ich mit Bi-Resin-Klötzen ein bischen damit rumgefräst um mal zu prüfen wie die Genauigkeit ist um halbwegs einen Rückschluss auf die MF70 zu erhalten. Um etwas Stabilität zu erhalten habe ich alles fest angezogen und den Bohrständer an meinem Schreib-äh Arbeitstisch festgeschraubt. Dann habe ich mit einen 5mm Walzenfräser versucht eine plane Oberfläche zu fräsen - aber seht selbst:
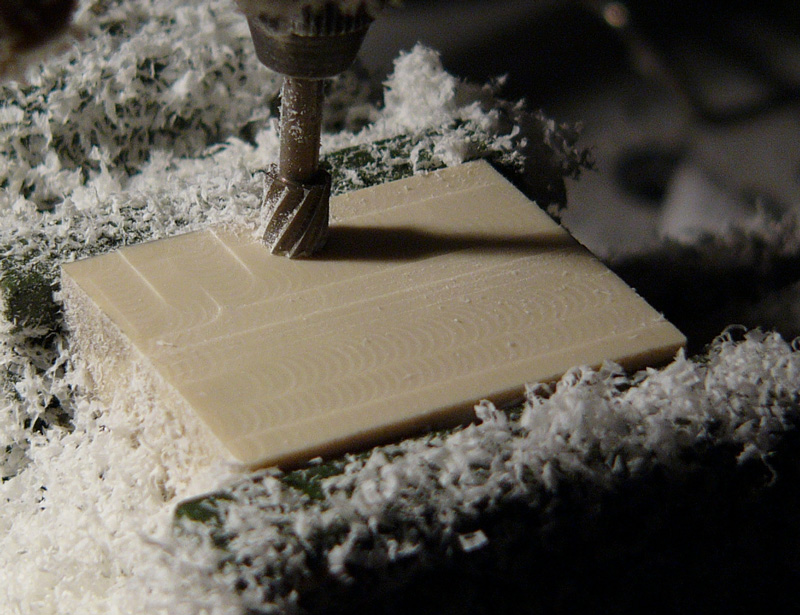
nicht ganz das gelbe ...
Meine Frage: ist das schon der Beweis für die mangelnde Präzision dieser Maschinenklasse oder kann man beim "Durchkurbeln" etwas falsch machen?
Hartmut, die Möglichkeit von TOM hatte ich schon im Hinterkopf - nur wird es ja bei meinem Famo-Projekt nicht bei den Kettengliedern bleiben und wenn ich viele Teile mit Rapid Prototyping erstellen lasse wird wohl eine ganze Stange Geld zusammenkommen. Aber die MF70 wird diese Lücke wohl wirklich nicht schließen können. Mal abgesehen von der Möglichkeit, auf CNC aufzurüsten, möchte ich mal eine Liste für mich interessant erscheinender Kandidaten von Fräsen anbieten mit der Bitte an alle, mal ein Statement abzugeben:
Proxxon FF230 - 750 EUR
EINHELL MBF 550 - 520 EUR
RC-Machines RC15BF-2 - 700 EUR
quantum BF 16 Vario - 750 EUR
Wenn ihr in dieser Klasse noch weitere Maschinen kennt, die man idealerweise auf CNC umrüsten kann, bitte schreiben. Mir kommt es auf eine vertretbare Genauigkeit für 1/16 in Kunsstoff und Alu bzw Messing an. Mit vertretbar meine ich: ich will keine Dampfmaschinen damit bauen ...
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| |
|
|
14.11.2006, 21:29 Uhr
Zugfunker

|
quote:
Original von panzerpabst:
nicht ganz das gelbe ...
Meine Frage: ist das schon der Beweis für die mangelnde Präzision dieser Maschinenklasse oder kann man beim "Durchkurbeln" etwas falsch machen?
--
Grüße aus Leipzig
Matthias
www.boorad.de
Immer schön die Sache mit dem Gleichlauf und dem Gegenlauf beachten. Hattest Du einen manuellen Vorschub beim Fräsen?
|
|
| |
|
|
14.11.2006, 21:30 Uhr
rebam

|
Ich behaupte mal, Das Bohrfutter ist nicht exakt lotrecht zum Frästisch/Kreuztisch.Kann ein Produktionsmangel sein oder Einstellungssache. Bei meiner Proxxon war mir aufgefallen,daß der Bohrständer etwas schief stand.
 Tino Tino
--
ANOTHER ONE BITES THE DUST
|
|
| |
|
|
14.11.2006, 21:30 Uhr
Matthes

|
Ein gutgemeinter Ratschlag: Finger weg von der MBF550. Ich hatte nur Scherereien damit. Da wackelt jedesmal der Tisch und muss vor Betrieb erstmal justiert werden, dann raucht beim ersten einschalten die Elektronik ab, dann zerlegts das Getriebe beim Fräsem mit einem 6er Langlochfräser bei 2mm tiefe in Alu usw.
Habe die Maschine zurück gegeben und mir eine Optimum BF 20 Vario gekauft. Der absolute Traum!
|
|
| |
|
|
14.11.2006, 21:33 Uhr
Nimie75
|
Hallo Matthias,
die spuren kommen vom Kurbeln da der Kreuztisch dabei immer auf und ab wippt. So sah das auch bei meiner MF70 aus. Ist halt echt nix Präzises das ding und ich bin echt froh es los zu sein.
Gruß Jochen
--

|
|
| |
|
|
14.11.2006, 21:40 Uhr
panzerpabst
|
Gleichlauf - Gegenlauf wie was? - ich habe einfach wild drauflosgekurbelt... Wenn du das kurz erklären könntest wäre schön Zugfunker - das wurde per Hand gekurbelt
Das lotrecht auszurichten ist bei den angegossenen Gradmarken wohl auch nicht die präziseste Art - aber ich werde das nochmal nachjustieren
Matthes die MBF550 scheint tatsächlich etwas billig zu sein... zumal fpr diesen Preis noch einiges an Zubehör dabei ist - leider aber kein henkel zum wegwerfen wenn ich das von dir höre....
--
Grüße aus Leipzig
Matthias
www.boorad.de
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von panzerpabst am 15.11.2006 08:24. |
|
|
14.11.2006, 21:45 Uhr
Matthes
|
Wie gesagt: Ich bin damit bös auf die Schnauze gefallen und habe am Ende auch noch draufbeahlt. Eigentlich hätte ich es auf einen Rechtsstreit ankommen lassen sollen...
Ich habe mich dann nach einer Optimum BF 20 oder einer Quantum BF 16 umgeschaut.
Für kleine Aluteile und Poly täte es die BF 16 in jedem Fall. Für das Geld bekommt man wirklich was. Mit Zubehör wird man allerdings auch bei 1000Euro ohne CNC liegen.
Das kostet die BF 20 derzeit nackich.
|
|
| Beitrag 1 mal editiert. Zuletzt editiert von Matthes am 14.11.2006 21:46. |
|
|